
Fターム[3C049BC03]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 制御(制御対象) (458) | その他機構(表示、警報等)を制御するもの (12)
Fターム[3C049BC03]に分類される特許
1 - 12 / 12
眼鏡レンズ周縁加工装置
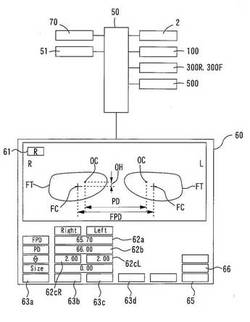
【課題】 レンズの周縁加工に際して、レンズの左右の取り間違いを軽減する。
【解決手段】 レンズチャック軸と、玉型データ及びレイアウトデータを入力するデータ入力手段と、レンズの左右を選択する左右選択手段と、を備える眼鏡レンズ周縁加工装置は、レンズの外径を検知するレンズ外径検知手段か、レンズの屈折面形状を得るレンズ屈折面形状検知手段か、少なく一方を持つレンズ形状検知手段と、レンズ形状検知手段の検知結果、レイアウトデータ及び左右の選択情報に基づき、レンズチャック軸に保持されたレンズが左か右かを確認する左右確認手段と、左右の確認結果を報知する報知手段と、を備える。
(もっと読む)
研削装置及び研削方法並びに薄板状部材の製造方法

【課題】薄板状の被加工物の端面を的確且つ安全に研削加工を行うことができる研削装置を提供する。
【解決手段】外周に被加工物Wの端面を研削可能な研削面を有し回転する砥石61と、この研削面で被加工物Wの端面を研削するよう砥石61及び被加工物Wを相対的に移動する移動手段と、砥石61の周囲に略等角度間隔に配設され研削面に液体を微粒子化して噴射する複数の噴射ノズル112と、被加工物Wに接触する砥石61の研削加工位置を基準として砥石61の回転方向後方に液体が噴射されるよう複数の噴射ノズル112の噴射を制御する制御手段とを備えている。
(もっと読む)
レンズ用レイアウト・ブロック装置のホルダ供給装置
【課題】一つのレイアウト・ブロック装置で標準用と小径用の2種類のレンズホルダによる被加工レンズのレイアウトブロックをバッチ処理方式で可能にする。
【解決手段】 ホルダ供給装置51は、レンズホルダ40A〜40C、41A〜41Dを収納する複数のカセット180A〜180Gと、複数のシュート120A〜120Gを備えている。レンズホルダ40A〜40Cは標準用レンズホルダからなり、レンズホルダ41A〜41Dは小径用レンズホルダからなる。カセット180A〜18Gは、同じく標準ホルダ用カセットと小径ホルダ用カセットとからなる。シュート120A〜120Gは、それぞれレンズホルダ40A〜40C、41A〜41Dを種別毎に収納する標準ホルダ用と小径ホルダ用のシュートとからなり、種別が同じカセットのみの装着を可能にしている。
(もっと読む)
加工可否判定装置
【課題】ハイカーブの生地レンズに対しても、光学中心位置を基準として吸着治具を装着し、十分に未加工判定を行い、研削加工を実現させる加工可否判定装置を提供する。
【解決手段】演算制御回路は、加工データに基づいて玉型形状に加工された眼鏡レンズの光学中心が眼鏡フレームFに装着されたときに、眼鏡レンズ(眼鏡レンズ枠や眼鏡レンズ)のそり角,屈折面のカーブ値によって光学中心の位置がずれないよう状態に被加工レンズを加工可能な寄せ量修正データを光学中心に対して求めて、寄せ量修正データ基づいて修正寄せ量、修正加工データを求めて、修正加工データに基づく修正光学中心及び玉型形状を表示させると共に、吸着治具形状の中心を前記幾何学中心又は修正光学中心に一致させて、玉型形状に重ねて吸着治具形状を表示させることにより、眼鏡レンズをレンズ吸着治具が研削砥石と干渉するか否かを判定可能としている。
(もっと読む)
レンズ加工用部材の製造方法、レンズ加工用治具の製造方法、およびレンズの玉型加工方法
【課題】レンズへの貼り付け作業を簡便にするとともに、レンズ加工情報を印字するためのインク選定作業を軽減することのできるレンズ加工用部材の製造方法を提供すること。
【解決手段】レンズ加工用部材20の製造方法であって、前記レンズ加工用部材20は、基材層201とレンズLに粘着させるための粘着材により形成される粘着層202とを有し、前記基材層201に前記レンズLの加工情報を描画する。この製造方法によれば、レンズLへレンズ加工用部材20を貼り付ける作業を簡便にし、インク選定作業を軽減することができる。
(もっと読む)
研削装置
【課題】 力センサなどのセンサを使用することなく、しかも、精度よく砥石とワークとの接触を検知することができる研削装置を提供する。
【解決手段】 接触前からインプロセスゲージを使用して(S1)、インプロセスゲージ値を収集する(S2)。このインプロセスゲージ信号は、LPF処理され(S3)、インプロセスゲージ信号の振幅量が閾値と比較される(S4)。インプロセスゲージ信号の振幅は、最初は大きくて徐々に小さくなっていくので、ある時点で閾値よりも小さくなり、これによって、砥石がワークに接触したと判定される(S5)。
(もっと読む)
眼鏡レンズの玉形加工可否判定方法、玉形加工可否判定プログラム、玉形加工可否判定装置及び眼鏡レンズ製造方法
【課題】与えられたレンズ周縁形状データ通りにレンズの玉形加工が可能である否かを判定する方法を提供すること。
【解決手段】眼鏡レンズの玉形加工可否判定方法では、二次元座標系における座標点群でレンズの周縁形状を表すレンズ周縁形状データを基に、そのレンズの周縁形状どおりに玉型加工が可能か否かを判定する。この玉形加工可否判定方法は、外接点特定工程と、加工可否判定工程を有する。外接点特定工程では、外接点特定線に接する2つの座標点を外接点P1,P2として特定する。加工可否判定工程では、外接点特定工程によって特定された2つの外接点P1,P2の間に少なくとも一つの座標点Qnがある場合に、2つの外接点P1,P2の間を所定の工具半径Rを有する加工具で玉型加工が可能か否かを判定する。
(もっと読む)
半導体集積回路装置の製造方法
【課題】半導体集積回路装置の製造工程において、詳しくはウエハの裏面を研削して所望の厚さにするバックグラインディング工程およびそれと一体のストレスリリーフ工程において、仕上げ研削用回転砥石の寿命および研削特性を実用的な範囲に維持しつつ、ウエハのチッピング等に起因するウエハ裏面のスクラッチ等の発生を有効に回避する。
【解決手段】このため、ストレスリリーフ工程を兼ねるバック・グラインディング工程の仕上げ研削において、基本的に仕上げ研削から回り状態でウエハ裏面を磨くスパークアウト期間のみ、目立て用砥石105を研削用砥石107に押し当てながら仕上げ研削をする。
(もっと読む)
研削水処理装置を有するレンズ研削加工装置
【課題】レンズ種別に応じて脱水手段の回転数を可変に制御することができる研削水処理装置を有するレンズ研削加工装置を提供する。
【解決手段】レンズ研削加工装置加工部によってレンズを研削加工する際に用いられる研削水から発生する臭気を除去する研削水処理装置と、レンズの種別を予め入力しておくレンズ種別入力手段と、レンズ種別入力手段からのレンズ種別信号を入力するレンズ種別入力手段と、入力されたレンズ種別信号に基づいて研削水処理装置の脱水手段の回転数を可変にする脱水手段回転制御手段とを有することを特徴とするレンズ研削加工装置。
(もっと読む)
微細凹部の仕上げ加工方法及び仕上げ加工装置
【課題】被加工物の被加工面に多数の微細凹部を形成した後、微細凹部の周囲に生じた盛上り部分を研削加工により除去するに際し、最終的に得られる微細凹部の深さのばらつきを極力小さくし、加工効率の向上を実現する仕上げ加工方法を提供する。
【解決手段】被加工物W1における円周面である被加工面S1に多数の微細凹部Aを形成した後、微細凹部Aの周囲に生じた盛上り部分Bを研削加工により除去するに際し、被加工面S1に研削工具であるホーニング砥石1を押付けた状態にし、ホーニングツールを回転させて盛上り部分Bを除去しながら、研削抵抗及び押付け圧力の少なくとも一方を検出し、その検出値に基いて加工完了を判断することにより、微細凹部の深さのばらつきを極力小さくして加工効率の向上を実現した。
(もっと読む)
曲面加工法
【課題】加工面の材質、加工面の形状、加工方法、均等加工、修正加工の目的に関わらず、加工面の全ての領域に対して、予定の加工量を正確に実現し、高精度、且つ、高効率な加工を行うことができる曲面加工法を提供すること。
【解決手段】加工面の一部分に作用する工具を用いて、工具の作用領域を指定された経路に沿って移動させ、加工面全領域を加工する曲面加工法において、全面加工(以下、本加工と記す)時に前記本加工以前の任意の全面加工における予定加工量と実加工量の比率を前記被加工面の各領域において求めて、補正係数として、前記本加工時の各領域の加工量又は各領域の加工条件に適用し、目標除去量及びその分布を正確に達成させる。
(もっと読む)
接触位置検出方法、及び、加工装置
【課題】 作業者が作業を誤っても研削若しくは切削加工の際における工具及び工作物のどちらにも損傷を与えることなく、また、工具及び工作物のどちらの材質にも依存することなく、工具と工作物の接触位置を検知することのできる手法を提供する。
【解決手段】 静圧軸受10には工具スピンドル3が載置されており、工具スピンドル3を工作物2の移動方向と平行な方向へ移動させる。シリンダ8は、静圧軸受10を介しての工具スピンドル3に対する保持剛性を生じさせる圧力を付与する。ストッパ13は、この圧力による静圧軸受10と工具スピンドル3との間の位置変化を規制する。ここで、Z軸方向移動手段により工作物2を移動させて工具1へ接近させていくとガラススケール9によって検知される、静圧軸受10上での工具スピンドル3の移動が検知された瞬間の工作物移動座標値を工具1と工作物2の接触位置とする。
(もっと読む)
1 - 12 / 12
[ Back to top ]