
Fターム[3C059CG06]の内容
放電加工、電解加工、複合加工 (4,787) | 制御対象(電源) (87) | 波形 (5)
Fターム[3C059CG06]に分類される特許
1 - 5 / 5
ワイヤ電極の消耗を抑えるワイヤ放電加工機の放電加工電源装置
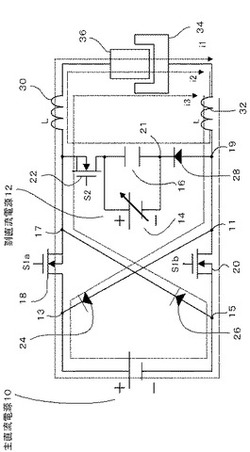
【課題】ピーク電流を小さくすることによりワイヤ電極の消耗を抑え、かつ、加工速度の低下を防ぐことが可能な放電加工機の放電加工電源装置を提供する。
【解決手段】第1のパルスS1a,S1bの出力を停止した後、第2のパルスS2を所定の時間間隔をもって出力する第1の回路と、第1のパルスS1a,S1bがスイッチング素子18,20のゲートに出力されている間、主直流電源10から電流i1を流す第2の回路と、第2のパルスS2が第3のスイッチング素子22に出力されている間、第2の回路中のインダクタ30,32によって蓄積された誘導エネルギーによる電流i2を流すと共に、主直流電源10による電流ピーク値に応じた電圧を副直流電源12により印加する第3の回路と、第2のパルス出力S2が停止すると、第2の回路中のインダクタ30,32によって蓄積された誘導エネルギーによる電流i3を主直流電源10に帰還させる第4の回路とを有する。
(もっと読む)
ワイヤ放電加工における工作物切り残し加工方法

【課題】このワイヤ放電加工における工作物切り残し加工方法は,工作物からの切り抜き物の落下を防止し,切り残し部を再度の放電加工で加工することなく,溶着部を外力で破壊して切り抜き物を切り離し,加工時間を短縮して加工効率を向上させる。
【解決手段】この工作物切り残し加工方法は,工作物6の所定の加工形状の少なくとも一箇所において,ワイヤ電極5と工作物6との間に印加する電気加工条件を加工サイクルから溶着サイクルに変更し,ワイヤ電極5の一部を溶融して工作物6と切り抜き物26とをワイヤ電極溶融物で溶着させ,切り抜き物26を工作物6にワイヤ電極5による溶着部20で保持し,工作物6から切り抜き物26が脱落するのを防止する。
(もっと読む)
形彫放電加工装置の加工用電源装置
【課題】高ピーク電流値で短いパルス幅の放電電流パルスおよび電流振幅の変動が小さい放電電流パルスを供給することが困難である。
【解決手段】放電加工回路10は、加工間隙に直列に直流電源12と電流検出器14を備える。直流電源12と加工間隙に直列に第1のスイッチング素子16と第2のスイッチング素子18が設けられる。直流電源12に並列かつ加工間隙と第1のスイッチング素子16に直列に第1のバイパス電路30が接続され、直流電源12に並列かつ加工間隙と第2のスイッチング素子18に直列に第2のバイパス電路40が接続される。オン時間中の電流上昇期間中は各スイッチング素子16,18を同時に導通させるとともに、交互に非導通にされることになるように、電流検出器14の検出信号に応答して第1のスイッチング素子16と第2のスイッチング素子18の一方を所定時間非導通にする。
(もっと読む)
高周波放電加工方法およびその装置。
【課題】電極の振動の影響を受けずに、被加工物の半鏡面仕上げ加工を行う装置および方法を提供する。
【解決手段】一連の加工パルスが加工電極と加工物と間の加工ギャップ(4)に適用される。加工パルスは、被加工物から材料を侵食するための侵食パルスと、測定パルスとを含み、該測定パルスの間、イグニション電圧(Uing)が、加工ギャップの中で放電を開始しかつ対応するイグニション遅延時間(TD)を測定するために、加工ギャップ(4)に印加される。イグニション遅延時間(TD)が静電引力および機械的復元力のために加工ギャップ(4)中で振動する加工電極の振動時間より短くなるように、イグニション電圧(Uing)および/または前記ギャップ間隔は調整される。
(もっと読む)
電解加工方法および電解加工装置
【課題】 加工精度を向上することが可能な電解加工方法を提供する。
【解決手段】 まず、円柱状の電極20を電極取り付け部18に固定する。次に、電極20を加工電源40の−極に接続するとともに、ワーク26を加工電源40の+極に接続する。続いて、XY軸モータ23、Z軸モータ15それぞれを駆動してXYテーブル22およびZ軸機構部16を移動し、電極20とワーク26とを所定のギャップを置いて対向配置するとともに、ポンプ32を駆動して電極20とワーク26とのギャップに電解液を供給する。供給される電解液としては、0.5重量%の硝酸ナトリウム水溶液などを用いる。そして、ギャップ間に電解液を満たした状態で、電圧15V、パルス幅1μsの低電圧パルスを500KHz周期で印加するとともに、電圧75V、パルス幅10μsの高電圧パルスを1KHz周期で印加してワーク26の電解加工を行う。
(もっと読む)
1 - 5 / 5
[ Back to top ]