
Fターム[3C269EF30]の内容
数値制御 (19,287) | プログラムの作成、管理 (3,117) | プログラムの内容 (1,894) | オーバーライド関連 (43)
Fターム[3C269EF30]に分類される特許
1 - 20 / 43
少なくとも1つの共通の領域を含むそれぞれの作業スペースを有する少なくとも2台のロボットを制御する方法
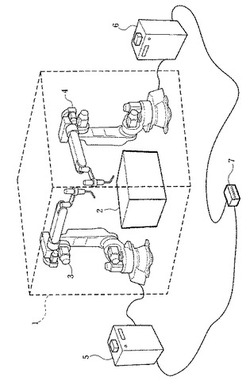
【課題】2台のロボットを制御する方法であって、共通作業領域におけるロボット間の干渉を防止する。
【解決手段】作業スペースは、存在する物体を考慮して単純な形状によって構成された、禁止干渉領域、監視干渉領域、ハイブリッド干渉領域に分類される干渉領域を規定することによってモデル化される。各ロボット3,4は、ハイブリッド干渉領域に進入するときに、進入予約の第1出力信号、および進入/存在の警告の第2出力信号を中央電子制御ユニット7に送信するように構成され、ハイブリッド干渉領域のステータスは、ハイブリッド干渉領域に他のロボット3,4が存在するか否かに応じて、ハイブリッド干渉領域をロボット3,4に対して監視または禁止された状態にするロボット3,4への入力信号を、中央電子制御ユニット7から送信することによって、ロボット3,4の動作中に、各ロボット3,4に対して動的に変更される。
(もっと読む)
加工経路におけるコーナ部を加工する制御装置

【課題】二つの主加工経路の間に円弧経路または直線経路が挿入された場合でも、コーナ部を適切に加工する。
【解決手段】加工ノズル(20)とレーザ発振器(22)とを制御する制御装置(10)は、互いに隣接する二つの主加工経路と、主加工経路の両方に連続する一つまたは複数の円弧加工経路または直線加工経路とを加工プログラム(11)から解析する解析部(12)と、二つの主加工経路がなす仮想のコーナ部の角度を算出する算出部(13)と、円弧加工経路または加工経路に対応する二つの主加工経路の間の距離あるいは円弧加工経路などに沿った距離が第一所定値以下であるか、および算出された角度が第二所定値以下であるかを判定する判定部(14)と、直線距離などが第一所定値以下であると共に、角度が第二所定値以下であると判定された場合には、円弧加工経路または加工経路におけるレーザ加工条件を主加工経路のレーザ加工条件から変更する変更部(15)と、を含む。
(もっと読む)
工作機械の振動抑制方法および振動抑制装置
【課題】加工のヒステリシス特性によるびびり振動の再発生を効果的に防止することが可能な工作機械の振動抑制方法を提供する。
【解決手段】振動抑制方法は、回転軸の時間領域の振動を検出する第1ステップ、検出された時間領域の振動に基づいてびびり周波数を算出する第2ステップ、算出されたびびり周波数から加工情報を算出して記憶し、前に記憶された加工情報が存在しないときは、算出された加工情報を用いて安定回転速度を算出する第3ステップ、回転速度を算出した安定回転速度に変更する第4ステップ、変更した回転速度の加工情報と、記憶した加工情報を比較する第5ステップ、加工情報が改善され(びびり振動を低減させるように加工情報が変化し)、変更された回転速度の変更方向が減速方向であった場合に、最適な回転速度であると判断する第6ステップを有している。
(もっと読む)
工作機械における回転軸回転速度のモニタ方法及びモニタ装置、工作機械
【課題】びびり振動の抑制に対して回転軸の回転速度にかかわらず最適な変動周期を表示し、短時間で容易に最適なパラメータに設定可能とする。
【解決手段】回転速度を変動させると、モニタ14には、回転速度の変動振幅Qと変動周期Pとの関係を示す変動図20が表示され、変動図20には、現在の設定値Aの他、変動振幅Qと変動周期Pとの設定可能範囲21と、以下の式(1)に基づいた最適変動周期PO及び/又は式(2)に基づいた変動周期Pの最適範囲P1が表示される。Tは回転軸の回転周期、a,amin,amaxは予め設定される係数である。
PO=aT ・・・(1)
aminT≦P1≦amaxT ・・・(2)
(もっと読む)
工作機械における工作物の機械加工シーケンスシミュレーション装置
【課題】本発明は、工作機械の動作シーケンスのシミュレーションを可能にしさらにシミュレーションを改善した工作機械において、シーケンスのシミュレーション装置の提供を目的とする。
【解決手段】本発明は、工作機械における工作物を機械加工するためのシーケンスをシミュレーションするための装置に関し、全体的なシミュレーションアプローチを特徴とする。PLC制御手段723とPLCシーケンスシミュレーション手段725は、工作機械のPLC動作シーケンスをシミュレーションを支援し、これにより、全ての実質的な態様において、工作機械のリアルなシミュレーションを可能にする。その結果、特に訓練や機械稼働時間の判定中において、非常に有益である。
(もっと読む)
回転速度表示装置
【課題】加工条件を変更した場合における加工能率の変化を作業者が容易に把握することができ、びびり振動を抑制する際における作業者の負担を軽減することができる回転速度表示装置を提供する。
【解決手段】びびり振動の発生を検出すると、安定回転速度を算出するとともに、加工プログラムをもとに、現在の回転速度で加工した際の想定加工時間と、安定回転速度で加工した際の想定加工時間とを夫々算出し、さらに回転軸3の回転速度を安定回転速度へと変更した場合に、加工能率がどのように変化するかを演算し、安定回転速度とともにモニタ15に表示するようにした。したがって、作業者は、モニタ15の表示にもとづいて回転速度の変更に伴う加工能率の変化を容易に把握することができ、ひいては加工能率の向上を図ることができる。
(もっと読む)
学習制御機能を備えたロボット
【課題】従来、学習制御器の調整は経験に基づいて試行錯誤で行われており、調整が難しいという問題があった。
【解決手段】本発明のロボットは、位置制御の対象とする部位にセンサを備えたロボット機構部(1)と、ロボット機構部の動作を制御する制御装置(2)とを含み、制御装置(2)は、ロボット機構部の動作を制御する通常制御部(4)と、作業プログラムに指定された教示速度に、速度変化比を乗算した速度指令にてロボット機構部(1)を動作させたときに、センサにより検出された結果から、ロボット機構部の制御対象の軌跡又は位置を目標軌跡又は目標位置に近づけるため、もしくは制御対象の振動を抑制するための学習補正量を算出する学習を行う学習制御部(3)と、を有し、ロボット機構部の制御対象位置が速度変化比に依らず一定の軌跡を移動するように処理を行うことを特徴とする。
(もっと読む)
数値制御装置
【課題】工作機械において特別指令の入力時点からそれに応じた動作が実行されるまでの応答性を向上しつつ、加工形状の誤差を抑制する。
【解決手段】数値制御装置2は、ツールパスのうち補間対象点の前後に亘る補間区間のみを当該補間対象点における微分値の変化が連続的な変化となるように局部補間するパス局部フィルタ16と、移送対象物の加減速条件と局部補間後ツールパスとに基づいて媒介変数時間関数を求める媒介変数時間関数導出部18と、指令入力装置122に特別指令が入力された場合には、その特別指令の内容に応じて基準単位時間の長さを調整した新たな基準時刻を導出し、その基準単位時間毎の各移送軸についての移送量を求めてその移送量を特定周期毎の指令パルスとするパルス補間部22とを備える。
(もっと読む)
産業用ロボットの速度指令プロファイルの生成方法
【課題】多関節型ロボットの作業時間を短縮することができる速度指令プロファイルを生成するためには、広い範囲の動作区間に柔軟に対応でき、変化の傾向が把握し易い加減速特性の決定方法が必要とされる。
【解決手段】加減速時間と命令速度の関係を示す第1の加減速特性と、加減速時間と命令速度の関係を示しており第1の加減速特性と比べて同じ命令速度の場合に加減速時間が短い第2の加減速特性とを用いる。動作区間距離が長区間と判定された場合には、第1の加減速特性を用いて速度指令プロファイルを求める。短区間と判定された場合には、第2の加減速特性と予め決められた演算式により新たな加減速時間と命令速度の関係を示す新たな加減速特性を算出し、長区間と判定された場合とは異なる加速度指令プロファイルを使用し、さらにローパスフィルタを用いて、短区間の速度指令プロファイルを生成する。
(もっと読む)
振動抑制装置
【課題】手動で回転速度を変更するに際し、容易且つ確実に安定回転速度へと変更することができ、作業者の負担を軽減することができる振動抑制装置を提供する。
【解決手段】表示装置12の表示画面12aに複数のインジケータ32、32・・からなる増速指示部31a及び減速指示部31bを設けており、回転速度を安定回転速度へと変更するに際してのダイヤル14の操作方向及び操作量を表示するようにした。そのため、作業者は、それらの表示を視認することでダイヤル14の操作方向及び操作量を容易に把握することができる。したがって、作業者にかかる負担を軽減することができるし、短時間で確実に回転速度を安定回転速度へと変更することができ、加工面精度の向上や工具の破損防止等も期待することができる。
(もっと読む)
タップ加工を行う工作機械の制御装置
【課題】オーバヒートの防止、最適な加工精度および工具折損防止を実現する。
【解決手段】タップが取付けられていて回転する主軸と、主軸を送り出す送り軸とによってタップ加工を行う工作機械(18)を制御する制御装置(10)において、タップの寸法の指標を識別する識別部(12)と、主軸を駆動するモータ(19a)の温度を検出する温度検出部(19b)と、タップの寸法の指標に対応した主軸の加速度を記憶する加速度記憶部(21)と、モータの温度に応じて主軸の加速度を変更する割合を記憶する割合記憶部(22)と、識別部により識別されたタップの寸法の指標と加速度記憶部とから定まる加速度に、温度検出部により検出された温度と割合記憶部とから定まる割合を乗算して、主軸の新たな加速度を算出する加速度算出部(16)とを具備する。タップの寸法の指標はタップのピッチまたはタップの工具番号でありうる。
(もっと読む)
主軸ユニット駆動装置、及び主軸ユニット駆動方法
【課題】主軸を保持する主軸ユニットの破損を防止可能な主軸ユニット駆動装置、及び主軸ユニット駆動方法を提供する。
【解決手段】工作機械100は、工具を装着可能な主軸、及び主軸を回転駆動させる主軸駆動モーター133を含む主軸ユニットと、主軸ユニットをワークに対して相対移動させる各軸モーター211を備えたユニット移動部と、各軸モーター211のトルクを検出する各トルクセンサー220と、検出トルクに基づいて、各軸モーター211の駆動速度を制御する数値制御装置300と、を具備し、数値制御装置300は、第一トルク制限値を記憶する記憶部310と、トルクを比較するトルク監視手段341と、トルク監視手段341により検出トルクが第一トルク制限値を超えると判断された場合に、対応する軸モーター211の駆動速度Vを低減させる速度制御手段342Aと、を備えた。
(もっと読む)
工作機械及びその加工制御装置
【課題】安定限界曲線に基づいて設定された条件で切削加工を行う工作機械において、加工中に発生したびびり振動を、容易にかつ安定して抑える。
【解決手段】この加工制御装置は、記憶部7と、演算部8と、振動検出センサ5と、を備えている。記憶部7は、主軸回転数に対してびびり振動が抑制される限界切込み量を示す安定限界曲線のデータが格納されている。演算部8は、安定限界曲線データに基づいて加工開始時の主軸回転数及び工具切込み量を設定し、振動検出センサ5の検出結果によりびびり振動が発生したか否かを判定し、びびり振動が発生した場合に、安定限界曲線データを参照してびびり振動が抑制されるように主軸回転数を制御する。
(もっと読む)
工作機械の回転軸制御方法及び装置
【課題】実際の加工状態から情報を得ることで精度の高い分析を行ってびびり振動の種類を判別し、発生したびびり振動に対して適切な対処を行ってびびり振動を低減する。
【解決手段】S1で主軸の初期回転速度及びその初期回転速度からの変更パターンをそれぞれ設定し、S2で初期回転速度で加工を行う。S3で加工中に発生する振動を検出して、S4で検出された振動が強制びびり振動か否かを判別し、振動が強制びびり振動であれば、S6〜S9で初期回転速度から変更パターンに基づいて回転速度を変更する。回転速度の変更後に依然として強制びびり振動が発生していれば、S10で強制びびり振動の振動量が最大となったときの振動周波数を算出し、S14で当該振動周波数に基づいて共振周波数を特定して、S15で特定された共振周波数を回避する回転速度を算出してS16で当該回転速度に変更する。
(もっと読む)
工作機械およびその制御方法
【課題】主軸の繰出し量を変更しても、主軸の回転速度が危険回転速度を超えないように制御可能な工作機械を提供する。
【解決手段】本実施形態による工作機械は、回転する主軸3を用いて工作対象物を加工する工作機械であって、主軸を支持する支持部4と、主軸を第1の軸を中心に回転させる第1の駆動部17と、主軸を支持部から第1の軸方向へ繰り出す第2の駆動部9と、支持部から繰り出される主軸の繰出し長に応じて該主軸の回転速度の上限値を変更する制御部101と、回転速度の上限値を前記繰出し長と関連付けて格納する記憶部102とを備えている。
(もっと読む)
工作機械の振動抑制装置及び方法
【課題】加工完了までの所要時間を変更したり、過度の加工条件変更によるびびり振動の増加を招いたりすることなく、発生したびびり振動に対して適切に対処する。
【解決手段】S2で各パラメータに基づいて上限回転速度を設定して加工を開始し(S3)、びびり振動の発生を検出してびびり振動の種類を判別し(S4,S5)、検出されたびびり振動が強制びびり振動であれば、そのときの回転速度と振動量とを記憶して(S7)回転速度を上昇側へ変更する(S8)一方、回転速度を上昇側へ変更しても振動が拡大傾向にある場合(S10)、若しくは上昇側へ変更しようとする次の回転速度が上限回転速度を超える場合(S13)には、回転速度を上昇側へ変更することなく、記憶された回転速度から振動量が最小となる回転速度を選択する(S11)。
(もっと読む)
工作機械の振動抑制装置及び方法
【課題】加工効率を低下させることなくびびり振動の好適な抑制を行う。
【解決手段】振動抑制装置10の制御装置11は、NC装置12と、振動センサ7から検出される時間領域の振動加速度をもとにしたフーリエ解析を行う演算装置13と、演算装置13で演算された演算値やびびり振動の抑制履歴等を記憶する記憶装置14と、演算装置13にて演算された結果、もしくはその結果を基にした計算結果を表示する表示装置15と、NC装置12にオペレータが入力操作する操作装置16とを備え、びびり振動の発生が検出されると、演算装置13はびびり振動周波数の60倍の数値を工具刃数と前記回転軸の回転速度との積で除してk’値を算出し、算出されたk’値が1未満か否かを判別する。k’値が1未満であれば、回転速度を上昇側へ変更してびびり振動を抑制する。
(もっと読む)
工作機械の振動抑制装置
【課題】再加工の際にもびびり振動を発生させずに加工を行えるようにする。
【解決手段】加工中にびびり振動が発生し、回転速度の変更によってびびり振動の発生が抑制された場合(S1〜S8)、演算装置は、S9で変更の前後の回転速度を対にして記憶装置に記憶する。そして、新たな加工を行う場合、S1で回転速度を入力すると、NC装置は、S2で、入力された回転速度が記憶装置にあるか否か、すなわち記憶されている対の回転速度のうち、変更前の回転速度と同じか否かを判別する。ここで、入力された回転速度が前回の変更前の回転速度と同じ場合、S11で、これと対になっている変更後の回転速度で主軸を回転させる。
(もっと読む)
ねじ切り制御方法及びその装置
【課題】 主軸回転速度に同期して送り軸を移動させるねじ切りにおいて、ねじ切り加工中にびびりが発生すると、ねじ山を傷めることとなる。主軸回転速度を変化させることでびびりを抑制することができるが、主軸回転速度を変化させると主軸と送り軸の位相誤差が発生してしまうため、ねじ切り切削中は主軸回転速度の変更はできなかった。そのため、ねじ切り切削中に主軸回転速度の変更を可能とする技術が求められていた。
【解決手段】 ねじ切り指令時に、主軸回転指令から送り軸の速度を作成し、主軸と送り軸の時定数と加減速タイプ、位置ループゲインを同一とすることで主軸回転速度を変化に対する主軸と送り軸の位相誤差をなくし、ねじ切り切削中に主軸回転速度の変更を可能とする。
(もっと読む)
数値制御装置における衝突防止装置
【課題】実際の送り速度が指令値から変更される場合に対応して、衝突防止のために送り停止となるケースを少なくする。
【解決手段】衝突防止装置は、指示された送り速度に従ってシミュレーションを行うことによって移動経路を生成する経路生成手段30と、各移動経路についてワークとの干渉の有無を判断する干渉チェック手段26と、送り速度の上限値と送り速度の下限値から始め、2分法により中間速度を決めながら、それぞれの送り速度について経路生成手段に移動経路を生成させ、各移動経路とワークとが衝突する速度帯域を判定する制限判断手段32と、プログラムから指令された送り速度での移動経路がワークと干渉する場合でも、プログラム指令が実行されるときの送り速度である実行時速度が衝突する速度帯域外であれば、その実行時速度にて移動体を送るよう制御する送り速度制限手段34と、を備える。
(もっと読む)
1 - 20 / 43
[ Back to top ]