
Fターム[3C269MN23]の内容
数値制御 (19,287) | 安全、監視、試験、診断、異常検出 (2,108) | 検出の方法 (1,318) | 動作速度、加速度の監視 (168) | 速度の監視 (42)
Fターム[3C269MN23]に分類される特許
1 - 20 / 42
手動送り速度を変更可能な数値制御装置
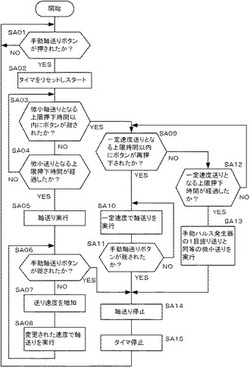
【課題】ボタンの押し方によって、ダイナミックに手動送り速度を変更可能にし、軸の位置決めを容易に行うことが可能な手動送り速度を変更可能な数値制御装置。
【解決手段】手動軸送りボタン(以下、「BU」という)が押されると、押下時間を判断するためのタイマが起動する。BUが微小軸送りとなる上限押下時間より長く押され続けると、押されている間、送り速度を連続して増加させながら軸の移動を行なう。BUが離されると、軸移動を停止し、タイマを停止する。BUが微小軸送りとなる上限押下時間より短く押された場合、一定速度送りとなる上限時間以内にBUが再押下されないと、手動パルス発生器の1目盛りと同等の微小送りを行なう。移動が完了すると、軸移動を停止し、タイマを停止する。一定速度送りとなる上限時間以内にBUが再押下されると、押されている間、一定速度で軸の移動を行なう。BUが離されると、軸移動を停止し、タイマを停止する。
(もっと読む)
指令経路速度条件による速度制御を行う数値制御装置

【課題】高精度、高品位の加工を実現できる数値制御装置。
【解決手段】指令径路速度条件入力部20で指令経路速度、指令径路許容加速度、指令径路許容加加速度を入力し、駆動軸速度条件入力部22で駆動軸許容速度、駆動軸許容加速度、駆動軸許容加加速度を入力し、工具基準点径路速度条件入力部24で工具基準点径路許容速度、工具基準点径路許容加速度、工具基準点径路許容加加速度を入力し、クランプ値演算部18で、それらの速度条件から分割区間ごとに速度クランプ値、加速度クランプ値、加加速度クランプ値を演算し、速度曲線演算部16で、速度クランプ値、加速度クランプ値、加加速度クランプ値を越えない最大の速度として速度曲線を演算し、補間部12で、指令解析部10において加工プログラムを解析して作成された補間データを、前記速度曲線にもとづく速度によって補間を行い、駆動軸移動量を演算し、各軸サーボ14を駆動する。
(もっと読む)
速度監視装置
【課題】低い分解能の位置センサが使用でき、かつ誤検出せずに高速応答可能な速度監視装置を提供する。
【解決手段】速度監視装置は、記憶手段に、許容移動マージンPMと、1周期期間で許容される前記可動部の最大移動距離である比較速度量VCと、現在の時刻tからM周期前までにおける前記可動部の位置データP(t−nT)(nは、M以下の自然数)と、を記憶しておく。速度判定の際は、1からMまでのすべての整数nに対して、|P(t)−P(t−nT)|>VC*n+PMの成否を判定し(STEP6)、当該不等式が成立した場合には、速度超過と判定する(STEP20)。
(もっと読む)
ロボット装置およびロボット装置の制御方法
【課題】従来のロボット装置の制御方法にあっては、制御装置における演算量が多くなり処理に時間が掛かったり、処理速度を上げるために制御装置のコストが増加したりする問題があった。
【解決手段】角度センサーの回転角度検出データより、前記角度センサーを備えるアクチュエーターによって動作するアームの角速度を演算する第1演算部と、慣性センサーの角速度検出データより、前記基体連結装置および前記アーム連結装置を軸とする前記アクチュエーターにより作動する前記アームの角速度を演算する第2演算部と、前記アクチュエーターによって動作する前記アームの前記角速度および前記慣性センサーの前記角速度検出データによって演算された前記アームの前記角速度の差より、振動の周波数成分を前記アーム毎に抽出し、前記アクチュエーターと前記アームとの間のねじれ角速度を演算する第3演算部と、を備えるロボット装置。
(もっと読む)
タッピング加工装置
【課題】主軸と送り軸との同期誤差を低減する。
【解決手段】主軸モータ(21)と送り軸モータ(31)とを同期運転してタッピング加工動作を行うタッピング加工装置(1)は、タッピング加工時に前記主軸の反転動作を検出する主軸反転動作検出部(34)と、主軸反転動作検出部によって主軸の反転動作が検出されたときに、送り軸の反転動作の追従性を向上させる反転補正量を作成する反転補正量作成部(35)とを含み、主軸反転動作検出部によって反転動作が検出された際に、反転補正量作成部により作成された反転補正量を送り軸制御部(37)の速度制御ループの速度指令または、速度制御ループの積分器(41)に加算する。
(もっと読む)
工作機械
【課題】びびり振動を抑制可能で且つ目標とする加工面粗さを得ることもできるような変動パラメータを作業者が容易に把握可能な工作機械を提供する。
【解決手段】びびり振動を抑制するために主軸1の回転速度を変動させるにあたって、びびり振動の抑制に効果的な変動パラメータに係る情報を表示するとともに、回転速度を変動させることで加工面に生じるうねりを考慮して、該うねりを含んだ理論粗さを算出し、該理論粗さを変動パラメータに関連づけた状態で表示手段15に表示するようにした。そのため、作業者は、理論粗さを考慮に入れた上で振動抑制効果の高い変動パラメータの値を容易に把握することができる。したがって、びびり振動を抑制することはできたものの、加工面粗さが目標よりも下回ってしまったというような事態の発生を防止することができる。
(もっと読む)
産業用ロボットの速度指令プロファイルの生成方法
【課題】多関節型ロボットの作業時間を短縮することができる速度指令プロファイルを生成するためには、広い範囲の動作区間に柔軟に対応でき、変化の傾向が把握し易い加減速特性の決定方法が必要とされる。
【解決手段】加減速時間と命令速度の関係を示す第1の加減速特性と、加減速時間と命令速度の関係を示しており第1の加減速特性と比べて同じ命令速度の場合に加減速時間が短い第2の加減速特性とを用いる。動作区間距離が長区間と判定された場合には、第1の加減速特性を用いて速度指令プロファイルを求める。短区間と判定された場合には、第2の加減速特性と予め決められた演算式により新たな加減速時間と命令速度の関係を示す新たな加減速特性を算出し、長区間と判定された場合とは異なる加速度指令プロファイルを使用し、さらにローパスフィルタを用いて、短区間の速度指令プロファイルを生成する。
(もっと読む)
ロボットの故障検出方法、ロボット
【課題】ロボットの故障検出方法を提供する。
【解決手段】ロボット1の故障検出方法は、関節J1〜J6と、これら関節に連結されるアーム13〜18と、関節J1〜J6それぞれの回転角度を検出するエンコーダー40と、アームのいずれかに取り付けられたジャイロセンサー30と、を有するロボットの故障検出方法であって、エンコーダー40またはジャイロセンサー30の異常を判定する閾値を決定する工程と、エンコーダー40によって関節角度を取得する工程と、関節角度を近似微分して関節角速度を算出する工程と、関節角速度をジャイロセンサー位置の座標系角速度に変換する工程と、ジャイロセンサーによって角速度を取得する工程と、ジャイロセンサーにより取得した角速度と座標系角速度との角速度差、または角速度比を演算する工程と、角速度差、または角速度比と、閾値とを比較する工程と、を含む。
(もっと読む)
水平多関節ロボット及び水平多関節ロボットの制御方法
【課題】制振制御に用いられる角速度センサーの数を低減するとともに該角速度センサーに接続される電気配線に要求される耐久性を低くした水平多関節ロボット及び水平多関節ロボットの制御方法を提供する。
【解決手段】ロボットは、基台に連結される第1水平アームと、第1水平アームを介して前記基台に連結される第2水平アーム15と、各アームを回転させる第1及び第2モーター13,16と、各モーターの回転角度及び回転速度を算出するための第1及び第2エンコーダー13E,16Eとを有している。第1モーター制御部43は、角速度センサー30が検出したセンサー角速度ωA2から第1及び第2エンコーダー13E,16Eに基づく第1及び第2角速度ωA1m,ωA2mを減算し、演算結果である振動角速度ωA1sに基づく振動速度V1sと第1回転速度V1fbとの加算した速度計測値が速度指令Vcとなるように第1モーター13を制御する。
(もっと読む)
ロボット制御装置、ロボット制御方法およびロボットシステム
【課題】ロボットにおける所定の部位があらかじめ定められた位置へ移動したことを示す通知信号の出力を適切に行うこと。
【解決手段】ベクトル算出部が、基準部位置における基準部の移動方向を示す第1のベクトルと、信号出力位置および基準部位置間の相対位置を示す第2のベクトルとを算出するようにロボット制御装置を構成する。また、信号出力判定部が、ベクトル算出部によって算出された第1のベクトルおよび第2のベクトルに基づいて通知信号を出力するか否かを判定するようにロボット制御装置を構成する。
(もっと読む)
工作機械のモニタ方法及びモニタ装置、工作機械
【課題】振動に係る現在の加工状態を迅速且つ容易に把握でき、最適な加工条件を効率よく導き出すことができるようにする。
【解決手段】立形マシニングセンタのモニタ装置は、加工に伴う振動を検出する振動センサと、主軸の回転を検出する回転検出器及び回転検出部と、振動センサによって検出された振動情報と回転検出器及び回転検出部によって検出された主軸の回転速度とに基づいて、回転速度と加工の安定限界との関係を表す安定限界線図及び回転速度と振動との関係を表す振動分布図をそれぞれ作成し、モニタに両図を上下に並べて表示する安定限界及び振動分布計算部とを備える。安定限界及び振動分布計算部は、現在の主軸回転速度を回転速度の軸に直交して安定限界線図F1と振動分布図F2とに跨る直線Lで表示する。
(もっと読む)
工作機械の振動抑制装置
【課題】再加工の際にもびびり振動を発生させずに加工を行えるようにする。
【解決手段】加工中にびびり振動が発生し、回転速度の変更によってびびり振動の発生が抑制された場合(S1〜S8)、演算装置は、S9で変更の前後の回転速度を対にして記憶装置に記憶する。そして、新たな加工を行う場合、S1で回転速度を入力すると、NC装置は、S2で、入力された回転速度が記憶装置にあるか否か、すなわち記憶されている対の回転速度のうち、変更前の回転速度と同じか否かを判別する。ここで、入力された回転速度が前回の変更前の回転速度と同じ場合、S11で、これと対になっている変更後の回転速度で主軸を回転させる。
(もっと読む)
ロボットの動作制御装置及びその動作制御方法
【課題】ロボットのの動的精度を向上させ、ティーチングに要する時間を短縮する
【解決手段】ロボット2の動作を制御する制御装置3は、軸毎に指令値に対する目標軌跡と実際の動作軌跡との差をサーボ遅れ時間として計算し、その計算した軸毎のサーボ遅れ時間を比較して軸毎のサーボ遅れ時間が複数の軸の全てで一致するように基準時間を決定し、その計算した軸毎のサーボ遅れ時間と当該決定した基準時間とに基づいて軸毎の補償トルクを計算し、その計算した軸毎の補償トルクを反映した指令値を各サーボに出力してロボット2の動作を制御する。
(もっと読む)
工作機械
【課題】被加工物に対する加工条件の決定に要する時間を短縮できる工作機械を提供する。
【解決手段】回転駆動される主軸に切削刃を装着し、主軸の回転数び主軸の送り速度を調整しながら切削刃の刃先が描く円弧状軌跡に沿って切削刃が被切削物に所定の加工条件で切削加工を行う工作機械において、加工条件の加工目標値を含む複数の変数を設定可能な設定手段16と、少なくとも第1の加工目標値に対する主軸の回転数の関係を示す第1特性データ、第2の加工目標値に対する送り速度の関係を示す第2特性データがそれぞれ記憶された記憶手段11と、少なくとも第1特性データに、設定手段によって設定された第1の加工目標値を当てはめて回転数を、第2特性データに、設定手段によって設定された第2の加工目標値を当てはめて送り速度をそれぞれ算出可能な算出手段12と、を備える。
(もっと読む)
数値制御装置における衝突防止装置
【課題】実際の送り速度が指令値から変更される場合に対応して、衝突防止のために送り停止となるケースを少なくする。
【解決手段】衝突防止装置は、指示された送り速度に従ってシミュレーションを行うことによって移動経路を生成する経路生成手段30と、各移動経路についてワークとの干渉の有無を判断する干渉チェック手段26と、送り速度の上限値と送り速度の下限値から始め、2分法により中間速度を決めながら、それぞれの送り速度について経路生成手段に移動経路を生成させ、各移動経路とワークとが衝突する速度帯域を判定する制限判断手段32と、プログラムから指令された送り速度での移動経路がワークと干渉する場合でも、プログラム指令が実行されるときの送り速度である実行時速度が衝突する速度帯域外であれば、その実行時速度にて移動体を送るよう制御する送り速度制限手段34と、を備える。
(もっと読む)
研磨装置
【課題】研磨装置の小型化や省コスト化を可能にし、また、制御の切換によるショックが生じないようにする。
【解決手段】回転速度偏差算出部230が、目標回転速度から、研磨具11の回転速度を減算した回転速度偏差を算出し、制御補正量算出部240が、回転速度偏差に基づいて、前記移動駆動部15の前記研磨具11に対する加力を積分制御するための制御補正量を算出する。また、総合目標位置算出部320が、目標位置から、制御補正量を減算した総合目標位置を算出し、総合位置偏差算出部330が、総合目標位置から実位置を減算した総合位置偏差を算出する。そして、位置制御部340が、総合位置偏差に基づいて、PID制御による制御指令値を算出して、移動駆動部15に出力する。
(もっと読む)
ロボット装置、ロボット装置の制御方法およびプログラム
【課題】従来のロボット装置の制御方法にあっては、制御装置における演算量が多くなり処理に時間が掛かったり、処理速度を上げるために制御装置のコストが増加したりする問題があった。
【解決手段】アクチュエーターの角度センサーの回転角度検出データより、前記角度センサーを備える前記アクチュエーターによって動作する前記アームの角速度を演算する第1演算部と、前記第1演算部の演算対象の前記アクチュエーターを含む連結装置を介して連結される前記アームに備える慣性センサーの角速度検出データより、前記連結装置を軸とする前記アームの角速度を演算する第2演算部と、低周波成分を除去した、前記アクチュエーターと前記アームとの間のねじれ角速度を演算する第3演算部とを備えるロボット装置。
(もっと読む)
エンコーダを備えた主軸の制御装置
【課題】主軸位置を検出するエンコーダを備えた主軸で、振動や過電流の発生を回避可能な、エンコーダを備えた主軸の制御装置を提供すること。
【解決手段】主軸位置を検出するエンコーダ8の帰還パルス数から主軸6の速度を検出する主軸速度検出部20と、誘導モータ2の減速比から誘導モータ2の第1のモータ推定速度を求める第1のモータ速度推定部21と、速度指令と第1のモータ速度推定部21によって得られた第1のモータ推定速度とに基づき誘導モータ2の制御を行う速度制御部11を含むモータ速度制御部(11,12,13)と、第1のモータ推定速度に基づいてベルト5にスリップが発生したことを検出するスリップ検出部22Aと、を備え、スリップ検出部22Aによりベルト5のスリップが検出された時には、第1のモータ推定速度を速度検出器を有しない誘導モータ2誘導モータ2の制御に用いない、主軸の制御装置。
(もっと読む)
数値制御方法及びその装置
【課題】無駄な消費電力を節約すること。
【解決手段】主軸回転数を制御する機能を有した数値制御装置を制御する方法において、1ブロック以上の先読み解析を行い、この先読み解析された結果に基づいて、主軸回転指令がされてから切削送りが開始されるまでの実行時間、及び主軸起動から主軸回転指令による主軸回転数に到達するまでの主軸加速時間を得、この得られた前記実行時間及び主軸加速時間に基づいて主軸の起動タイミングを制御する。
(もっと読む)
複数のセンサの信号に基づいて機械の異常判定を行う機能を備えた数値制御装置
【課題】数値制御装置の内部情報と複数のセンサ信号とを用い、より確実に機械の異常を判定することが可能な異常判定を行う機能を備えた数値制御装置を提供すること。
【解決手段】機械30の各部に配置された複数のセンサにより検知された振動センサからの信号、温度センサからの信号、および湿度センサからの信号は、センサ信号受信回路24に入力すし、AD変換回路23によりアナログ信号をデジタル信号に変換後、ピークホールド回路22、通信回路21を介して数値制御装置10に入力する。数値制御装置10のマイクロプロセッサ14は、複数のセンサ情報(振動情報、温度情報、湿度情報)と、数値制御装置内部情報15aを取り込み、異常判定処理、異常通知処理、異常状態を数値制御装置10が備えた表示装置に表示したり、機械30を停止するためのラダー出力や、異常状態の判断結果を数値制御装置10のメモリに格納する処理を行う。
(もっと読む)
1 - 20 / 42
[ Back to top ]