
Fターム[3F070BC02]の内容
コンベア間の分岐・合流、特殊移送 (1,839) | 選別、検査 (43) | 選別するもの (31) | 良品と不良品との選別 (7)
Fターム[3F070BC02]に分類される特許
1 - 7 / 7
ワーク分流装置
【課題】必要な数の下流側搬送ラインに対してワークを無理なく分流させることができるとともに、下流側搬送ラインの配置自由度が大きく、しかも安価に製作可能で作動に対する信頼性も高い分流装置を提供する。
【解決手段】カップ飲料1を保持するための複数の凹部31a、51aを周方向に設定間隔おきに外周部に形成した回転体31、51と、カップ飲料1を吸着保持する吸着パッド33、53と、隣接する2つの回転体31、51の突合せ位置において、両回転体31、51の凹部31a、51aが順次対面するように、隣接する回転体を同期させて相互に逆方向に送り駆動する駆動手段と、複数の吸着パッド33、53を吸着状態と非吸着状態とに個別に切換える切換手段と、切換手段を制御して、上流側の回転体31に供給されたカップ飲料1を複数のラインLa、Lb、Ln、Lsに分流させる制御手段とを備えた。
(もっと読む)
物品搬送装置

【課題】搬送パンPの複数個を一列状に並べて搬送する搬入コンベヤライン2及び搬出コンベヤライン3と、搬入コンベヤライン2の終端と搬出コンベヤライン3の始端との間をつなぐ複数列の仕分コンベヤライン4とを備えた物品搬送装置1において、合流部8に複数の搬送パンPが同時に入り込んで「ブリッジ」状態になるのを防ぐ。
【解決手段】コントローラ12にて、仕分コンベヤライン4毎に、そのライン速度及び第1通過センサ9の検出結果に基づいて第1通過センサ9から下流側の第2通過センサ10までの特定の搬送パンPの予想搬送時間Tcを求めると共に、両通過センサ9,10及びタイマー32の検出結果に基づいて、前記特定の搬送パンPの実測搬送時間Teを求める。そして、予想搬送時間Tcと実測搬送時間Teとの比較結果に基づいて、電動モータ27を介して回転ローラ26対の挙動を制御する。
(もっと読む)
物品仕分装置
【課題】物品仕分装置において、物品の損傷や仕分不良を招来することなく、その仕分処理能力を向上させ、搬送コンベヤライン2の高速化に問題なく対処できるようにする。
【解決手段】搬送コンベヤライン2を挟んで仕分コンベヤライン2と反対側に、分岐部4上の搬送パンPを仕分コンベヤライン3に向けて押し出すように、縦向きの同一軸心A回りに水平回動可能な上下一対のソータ手段7を備える。各ソータ手段7は、軸心A上に配置された回転軸10と、軸心Aと交差する方向に延び且つ回転軸10と一体的に回転する押し出しアーム11と、回転軸10を軸心A回りに回転駆動させる電動モータ12とを備える。上下両ソータ手段7は互いに別個独立して水平回動するように構成する。
(もっと読む)
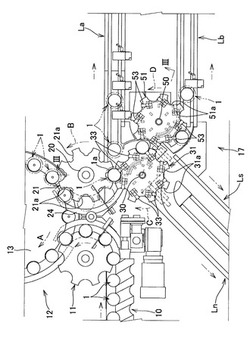
方向転換機/仕分け機のリジェクトシステム
方向転換セクション(13)及び仕分けセクション(14)を含む、包装機からの製品パッケージの流れを方向転換させて分類又は仕分けする方向転換機/仕分け機システム。一連のガイドトラック(26、29、31)が、方向転換セクション(13)に沿って延び、且つ一連のスラット(22)を案内して、該一連のスラット上の製品パッケージPは進路に対して横方向に搬送されることによって、製品パッケージが回転又は方向転換される。リジェクトシステムがさらに、方向転換セクション(13)に沿って移動する、搬入された製品パッケージを監視して不良パッケージをリジェクトレーン(52)に排斥し、非不良パッケージを方向転換させるために方向転換セクション(13)に沿って進ませる。方向転換した製品パッケージは、続いて仕分け機ステーション(14)に沿って移動する際に一連のレーンに分類される。  (もっと読む)
(もっと読む)
エア搬送装置
【課題】物品に衝撃等を与えることなく、物品を1つ以上の入力ストリームから2つ又はそれ以上の出力ストリームに分岐させる装置を提供する。
【解決手段】物品(12)を1つ以上の入力ストリーム(11)から少なくとも2つの出力ストリーム(17、19)へ搬送するための装置(23)は、エアを使用して、物品(12)の支持、搬送及び進路変更を行う。装置(23)は、物品(12)を支持及び搬送するための複数の主要エア通路と、物品(12)を進路変更及び搬送するための複数の補助エア通路とを備えている。
(もっと読む)
品質検査システム
【課題】 未検査品が正常ラインに搬送されるのを防止すると共に再検査の物品を不良品とは別に区分けできる品質検査システムを提供する。
【解決手段】 検査装置2からの不良信号を受けて、不良品を正常搬送ラインから排除する振分装置3を備える品質検査システムであって、不良品を正常搬送ラインから排出する第1排出手段31と、前記不良品とは別の方向に未検査品を正常搬送ラインから振り分ける第2排出手段とを備え、品質検査システムが停止して再起動した場合に、振分装置上に未検査品があるか否かにかかわらず、前記第2排出手段が所定の振り分け動作を行うことを特徴とする。
(もっと読む)
製品を搬送するためのユニット
【課題】 単純かつ実用的な構成を用いて、第1の規則正しい流れから脱落した製品を第2の規則正しい流れからの製品によって補填できるようにする。
【解決手段】 紙巻タバコの包体3がユニット2により包装機5からセロファン包装機4に搬送される。ユニット2は、セロファン包装機4の送り込み口に接続される第1のポケット付きコンベヤ6と、第2のポケット付きコンベヤ7であって、第2のコンベヤ7により、包体3が移行箇所8において第1のコンベヤ6上に指向される第2のポケット付きコンベヤ7とを用いる。また、ユニット2は、第2のコンベヤ7の各ポケット10が包体3により占められているかを検査するセンサ50と、センサ50と連動させられる配置機構53であって、この配置機構53の機能が、第1のコンベヤ6のあらゆる空きポケット10をセロファン包装機からリサイクルされる包体3で充填することにある配置機構53とを備える。
(もっと読む)
1 - 7 / 7
[ Back to top ]