
Fターム[3F115CF39]の内容
パッケージ・線条体の安全装置 (910) | 出力 (86) | 標示及び標示器 (31)
Fターム[3F115CF39]の下位に属するFターム
異常標示 (12)
運転情況標示 (4)
ビジュアル(光、色、イメージ等) (6)
音 (2)
Fターム[3F115CF39]に分類される特許
1 - 7 / 7
繊維パッケージの巻密度測定装置、測定方法、ならびに繊維パッケージ巻き上げ工程管理方法
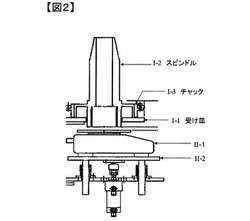
【課題】繊維の巻密度測定手段の自動化により、人手による測定作業に起因する測定誤差をなくすとともに、作業効率化を可能にすること。また、非接触測定を可能にすることにより、試料の損傷を防ぐことを可能にする繊維の巻密度測定装置と巻密度測定方法を提供し、かかる巻密度測定に基づき工程管理を実施する方法を提供すること。
【解決手段】筒状体に巻かれた繊維パッケージの巻密度を測定する装置であって、測定対象の繊維パッケージを、繊維に非接触な状態で保持するパッケージ保持手段(I)、パッケージに巻かれた繊維の重量を、繊維に非接触な状態で風袋とともに測定する重量測定手段(II)、繊維パッケージの巻形状を繊維に非接触で測定する形状測定手段(III)、測定された重量、風袋重量、および形状から巻密度を演算して出力するデータ処理手段(V)からなる巻密度測定装置、それを用いた巻密度測定方法。
(もっと読む)
糸巻取機、及び繊維機械

【課題】本当に必要な作業と、オペレータによって行われる作業と、の不一致を解消し、もって、糸巻取機の生産性を向上する技術を提供する。
【解決手段】少なくとも給糸源に起因した異常状態が発生したことを起点に定常表示から異常表示に切り替えられ、前記異常表示時に操作されることによって定常表示に切り替えられると共に、機台を停止状態から運転状態に切り替える第1の異常表示兼リセット部と、少なくとも巻取ボビンに起因した異常状態が発生したことを起点に定常表示から異常表示に切り替えられ、前記異常表示時に操作されることによって定常表示に切り替えられると共に、機台を停止状態から運転状態に切り替える第2の異常表示兼リセット部と、を備えた。
(もっと読む)
糸巻取機及び繊維機械
【課題】2字以上の文字か数字か記号のうち少なくとも一つを、少ない入力回数で変更できる技術を提供する。
【解決部】操作パネル21は、RAMによって記憶された文字か数字か記号かのうち少なくとも一つを複数横に並べて表示する7セグ表示器22と、操作パネル21に配置され、7セグ表示器22に表示された文字と数字と記号のうち少なくとも一つを変更する操作ボタンユニット23と、を配置する。操作ボタンユニット23は、7セグ表示器22に表示された変更しようとする文字と数字と記号のうち少なくとも一つの位置を選択するための、横方向に並べて配置される左ボタン23dと右ボタン23cと、左ボタン23d又は右ボタン23cによって選択された文字と数字と記号のうち少なくとも一つを変更するための、縦方向に並べて配置される上ボタン23aと下ボタン23bと、を含んで構成される。
(もっと読む)
繊維機械
【課題】ある巻取ユニットから、巻取ユニットの並べられている方向に遠く離れた、オペレータに、その巻取ユニットの動作の状態をスムーズに認識させる技術を提供する。
【解決手段】給糸ボビンの糸をパッケージとして巻き返す糸巻取本体と、前記糸巻取本体を支持する支持体と、を含んで構成される糸巻取機が多数、並べて設けられる。支持体の湾曲面20に、巻取ユニットの動作の状態を表示可能なアラームランプ25を設けている。
(もっと読む)
糸巻取装置及びパッケージの回転不良検出のためのアラーム閾値決定方法
【課題】パッケージの回転不良を高精度に自動検出できる糸巻取装置を提供する。
【解決手段】自動ワインダは、巻取ユニット16と、機台制御装置11と、を備える。巻取ユニット16は、糸の巻取作業を行う。機台制御装置11は、巻取ユニット16の制御を行う。機台制御装置11は、理論パッケージ算出部27と、演算部17と、を備える。理論パッケージ算出部27は、理論パッケージ回転数を算出する。演算部17は、パッケージの回転不良を判定するためのアラーム閾値を理論パッケージ回転数に基づいて決定する。アラーム閾値は、巻取ユニット16に入力される。巻取ユニット16が備えるアラーム判定部76は、パッケージの実際の回転数と、アラーム閾値と、を比較してアラーム判定を行う。
(もっと読む)
縦長の繊維供試品の特性表示方法及び装置
本方法は、縦方向に動かされる糸の特性表示に用いられる。糸の長手方向に沿う糸の特性の測定値が検出される。測定値から糸のパラメータの値が求められる。二次元直角座標系の象限を含む事象の場(3)が与えられ、この座標系の横軸(31)が縦方向における糸パラメータ値の範囲(L)を示し、その縦軸(32)が、目標値からのパラメータの偏差(ΔM)を示す。長手方向における糸パラメータの値及びその範囲(L)から、事象の場(3)における事象(71,72)の密度が求められる。事象の場(3)において糸本体が面(4として表示される。面(4)は、横軸(31)により、また縦軸(32)により、更に実質的に一定の事象密度に従う事象の場(3)内の線(41)により区画される。糸本体の表示は、浄化限界(6)を速やかにかつ経済的に規定するのを可能にする。 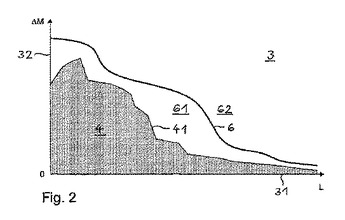 (もっと読む)
(もっと読む)
糸を監視する繊維機械
紡績機(1)は、紡績ユニット(3.1〜3.n)の一群と、プロセッサユニット(2)と、継合台(40)とを含む。ワークステーション(3.1〜3.n)の各々と区域検査ユニット(13.1)との間で時間制約的なデータを連続的に同時転送するための並列データ伝送手段(5.1〜5.n)は、極力単純で安価に実行される。付加的な逐次データ伝送手段(6)が、唯一選択されたワークステーション(3.3)と継合台(40)との間で非時間制約的なデータを転送するのに使用される。データ転送をこのように振り分けるおかげで、紡績機(1)はより簡単で安価なものになる。 (もっと読む)
1 - 7 / 7
[ Back to top ]