
Fターム[3J063XA32]の内容
伝動装置の一般的な細部 (38,071) | 組立;取付け、製造;加工の改良 (861) | 加工方法の改良 (184) | 熱処理 (39)
Fターム[3J063XA32]に分類される特許
1 - 20 / 39
回転部材用支持軸
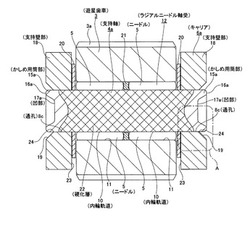
【課題】耐久性を確保しつつ、材料コストを低減できると共に、加工時間を短縮できる、支持軸4aを実現する。
【解決手段】支持軸4aを、Cを0.50〜0.58質量%、Siを0.1〜0.4質量%、Mnを0.5〜1.0質量%、Crを0.1〜0.4質量%含有し、酸素量が15ppm以下の合金剛製とする。又、高周波焼き入れ処理により、複列の内輪軌道11よりも軸方向両側に広い範囲で、且つ、軸方向両端部を除く部分に、硬化層22を全周に亙り形成する。又、この硬化層22を、支持軸4aの外周面から軸心部に至る範囲に形成する。
(もっと読む)
遊星歯車用支持軸の製造方法

【課題】小径で中間部外周面に十分な硬さを有する焼き入れ硬化層18を備え、しかも十分な靱性を有する遊星歯車用支持軸及びその製造方法を実現する。
【解決手段】軸方向長さを20〜80mm、外径を10mm以下、軸方向孔15及び径方向孔16の内径を1mm以上、外周面とこの軸方向孔15の内周面との径方向距離を3mm以下、上記焼き入れ硬化層18の径方向厚さを0.4〜2.0mm、この焼き入れ硬化層18よりも径方向内側部分である芯部の残留オーステナイト量を0〜3容量%、この焼き入れ硬化層18の残留オーステナイト量を15〜50容量%とする。上記軸方向孔15は、上記焼き入れ硬化層18を形成してから形成する。熱容量の差をなくして、この焼き入れ硬化層18の厚さを均一にできて、上記課題を解決できる。
(もっと読む)
ピニオンシャフト及びその製造方法
【課題】塑性変形が抑制され、高荷重・高速回転・高温下においても長寿命なピニオンシャフト、及びその製造方法を提供する。
【解決手段】炭素含有量(C(%))が0.80〜1.20質量%、クロム含有量(Cr(%))が0.10〜1.00質量%、マンガン含有量(Mn(%))が0.40〜1.20質量%で、残部が鉄及び不可避不純物からなり、焼入れ性指数DI=D0×FMn×FCr<4.00(但し、D0=0.14+0.2×C(%)、FMn=1+4.1×Mn(%)、FCr=1+2.33×Cr(%))である合金鋼製であり、転動体が転走する軌道部が、周面の長手方向両端部を除いた部分に形成され、かつ、軌道部の最表面層の残留オーステナイト量が20〜40体積%で、硬さが700〜900Hvであり、軌道部を除いた部分の残留オーステナイト量が0体積%で、硬さが300Hv以下であるピニオンシャフト。
(もっと読む)
複合鋼部品及びその製造方法
【課題】耐摩耗性が必要な部分の十分な表面硬度向上効果が得られると共に、溶接部の特性をこれまで以上に向上させることができ、かつ、製造時の防炭処理を完全に廃止することができる複合鋼部品の製造方法を提供すること。
【解決手段】第1の鋼部品を製造するに当たり、その後の浸炭工程において形成される浸炭層の厚み以上の余剰部826を溶接予定部825に加えた中間品800を準備し、その表面に浸炭層88を形成する浸炭工程と、マルテンサイト変態する冷却速度よりも遅い冷却速度により、冷却による組織変態が完了する温度以下まで中間品800を冷却する冷却工程と、高密度エネルギーによって浸炭焼入部にすべき部分をオーステナイト領域まで加熱した後にマルテンサイト変態する冷却速度以上の冷却速度により冷却する焼き入れ工程と、溶接予定部826を最終所望形状となるよう切削する切削工程とを行う。
(もっと読む)
プラネタリーギヤ装置
【課題】内輪部材の長寿命化と、ころの摩耗や焼き付き防止とを共に実現するプラネタリーギヤ装置を提供する。
【解決手段】下記(a)〜(d)の条件を満足するニードルローラ16を有するプラネタリーギヤ装置10である。(a)Siの含有率が0.3〜2.2質量%、Mnの含有率が0.3〜2.0質量%であり、且つSiの含有量とMnの含有量との比(Si/Mn)が5以下の合金鋼で構成されている。(b)浸炭窒化処理もしくは窒化処理により、表面の窒素濃度が0.2〜2.0質量%であり、Si・Mn系窒化物の面積率が1%以上10%未満である。(c)面積375μm2中の0.05μm以上1μm以下のSi・Mn系窒化物の個数が100個以上である。(d)表面硬さが750Hv以上、表面の残留オーステナイト率が5体積%以上45体積%以下である。
(もっと読む)
軸及びピニオンシャフト
【課題】異物混入環境下で使用されても長寿命で、且つ、安価な軸及びピニオンシャフトを提供することを目的とする。
【解決手段】本発明の軸及びピニオンシャフトは、浸炭処理及び浸炭窒化処理はいずれも施されていないため安価である。また、表面の残留オーステナイト量を15体積%以上40体積%以下とすることで、異物により生じる圧痕のエッジ部における応力の集中を軽減することができ、表面硬度を650Hv以上900Hvとすることで、耐摩耗性、耐圧痕性、静的強度が良好になる。そのため、本発明の軸及びピニオンシャフトは、異物混入環境下においても長寿命である。
(もっと読む)
軸受
【課題】高周波焼入され、かしめ加工される転動軸を含み、高温にさらされる軸受において、表面損傷型の剥離を抑制することができる軸受を提供する。
【解決手段】転動軸1と、外輪と、転動軸1および外輪に接して転動するころとを有し、転動軸1が高周波焼入れによる表面硬化層を有する軸受であり、上記の転動軸1は、加熱処理230℃×2hの処理前と処理後とにおける中央の径の寸法変化率が10×10-5〜50×10-5の範囲にある。
(もっと読む)
遊星歯車用支持軸及びその製造方法
【課題】小径で中間部外周面に十分な硬さを有する焼き入れ硬化層18を備え、しかも十分な靱性を有する遊星歯車用支持軸及びその製造方法を実現する。
【解決手段】軸方向長さを20〜80mm、外径を10mm以下、軸方向孔15及び径方向孔16の内径を1mm以上、外周面とこの軸方向孔15の内周面との径方向距離を3mm以下、上記焼き入れ硬化層18の径方向厚さを0.4〜2.0mm、この焼き入れ硬化層18よりも径方向内側部分である芯部の残留オーステナイト量を0〜3容量%、この焼き入れ硬化層18の残留オーステナイト量を15〜50容量%とする。上記軸方向孔15は、上記焼き入れ硬化層18を形成してから形成する。熱容量の差をなくして、この焼き入れ硬化層18の厚さを均一にできて、上記課題を解決できる。
(もっと読む)
トランスミッション用転がり軸受
【課題】トランスミッション用転がり軸受の水素脆化による特異性剥離をより充分に抑制し、好ましくは軸受に振動が生じることなく、特に軸受と一体のプーリに取り付けたベルトを損傷させないトランスミッション用転がり軸受とすることである。
【解決手段】潤滑油を供給して潤滑される自動車トランスミッションに使用される転がり軸受の内輪1、外輪2および転動体3を1.5〜6%のCr含有鋼で形成し、軸受部品の表面にCrの酸化皮膜〔FeCrO4〕1a、2a、3aを形成し、これらの軸受部品の表面に浸炭窒化処理層を設ける。所定量のCrを含有する1以上の軸受部品の表面に浸炭窒化処理層を設けることにより、水素脆性現象の発生抑制性が改善され、それを損なうことなく転がり軸受の疲労寿命および耐摩耗性も改善される。
(もっと読む)
軸、ピニオンシャフト
【課題】プラネタリギヤ装置のピニオンシャフトのような、転がり軸受の内輪軌道面として機能する面を有する軸として、油膜形成性が劣化する過酷な環境下での転動疲労特性が良好で、熱変形(塑性曲がり)が生じ難いものを提供する
【解決手段】ピニオンシャフト5を、所定の合金鋼からなる素材を用い、浸炭または浸炭窒化処理、焼入れ処理、サブゼロ処理、および150℃以上200℃以下での焼戻し処理をして得、表面の炭素と窒素の合計含有率を0.8質量%以上2.0質量%以下、表面硬さをビッカース硬さ(Hv)で700以上900以下、表面の残留オーステナイト量を20体積%以上50体積%以下とし、芯部の残留オーステナイト量を0にする。
(もっと読む)
中空歯車の製造方法
【課題】歯部および貫通孔の加工を容易に行うことができ、歯部および貫通孔の加工作業の作業性を向上させることができる中空歯車の製造方法を提供すること。
【解決手段】カウンタドリブンギヤの製造方法にあっては、歯切り工程B後にカウンタドリブンギヤを熱処理する熱処理工程Cと、外周部にファイナルドライブギヤが形成されたカウンタシャフトを準備し、熱処理工程C後に、小径環状部をカウンタシャフトに組み付ける組み付け工程Dと、組み付け工程D後に、カウンタシャフトを研磨装置のクランプ部に把持し、研磨装置の研磨工具によってディスク部の歯部の歯面を研磨加工する歯研磨工程Eと、歯研磨工程E後に、カウンタシャフトをレーザ加工装置のクランプ部に把持し、ディスク部に貫通孔を形成する貫通孔形成工程Fとを含む。
(もっと読む)
転がり軸受
【課題】外輪がハウジングの内周面端部に内嵌される転がり軸受を、軸受固定プレートなしで固定でき、ハウジングがアルミニウムダイキャスト製のものであっても、嵌合部に弛みやクリープが生じないようにすることである。
【解決手段】外輪3の両方の外周面コーナ端部に、他の部分よりも軟化させた軟化部3aを形成し、この軟化部3aを形成した外周面コーナ端部に、これよりも圧縮降伏強度が高いハウジングの内周面端部の材料を加締め込むことにより、外輪3がハウジングの内周面端部に内嵌される深溝玉軸受1を、軸受固定プレートなしで固定できるようにするとともに、嵌合部に弛みやクリープが生じないようにした。
(もっと読む)
ピニオンシャフト
【課題】止め栓が抜け落ちにくく安価なピニオンシャフトを提供する。
【解決手段】遊星歯車装置のピニオンシャフト5には、中心部分を軸方向に延び一端面5aに開口する中心孔11と、中心孔11から分岐して中心部分から径方向外方に延び外周面5bに開口する2つの分岐孔12,13と、が形成されている。外周面5bの軸方向略中央に開口する分岐孔12と、外周面5bの軸方向端部近傍に開口する分岐孔13とは、中心孔11により連通されていて、分岐孔13の開口部13aから導入された潤滑油が、外周面5bの軸方向略中央に位置する開口部12aから吐出される。端面5aの開口部11aは、断面略U字状の略お椀型をなす止め栓20を圧入することにより塞がれている。止め栓20は、炭素の含有量が0.3質量%以下の鋼板から製造されたものであり、焼入れ硬化されておらず表面硬さHvが100以上300以下とされている。
(もっと読む)
ピニオンシャフト
【課題】焼入れに伴う材料強度の低下が抑制されており、破損や摩耗が生じにくいピニオンシャフトを提供する。
【解決手段】遊星歯車装置は、サンギヤ1と、サンギヤ1と同心に配されたリングギヤ2と、サンギヤ1及びリングギヤ2に噛み合うピニオンギヤ3と、を備えている。ピニオンギヤ3の中心孔3aにはピニオンシャフト5が挿通されており、ピニオンシャフト5の外周面とピニオンギヤ3の中心孔3aの内周面との間には針状ころが配されているので、ピニオンギヤ3はピニオンシャフト5を軸として回転自在とされている。このピニオンシャフト5の軸方向端面5aには溝12が形成され、外周面5bには高周波焼入れによる表面硬化層14が形成されている。また、表面硬化層14のビッカース硬さと非硬化部15のビッカース硬さとの差が、350以上550以下である。
(もっと読む)
玉軸受
【課題】軌道輪の軌道溝の曲率半径を小さくしても、軌道溝やボールの表面に脆性剥離が発生しないようにすることである。
【解決手段】軌道溝1aの曲率半径ρ1をボール3の直径Dの51%以下とした内輪1を、高炭素クロム軸受鋼SUJ2を素材として、260℃以上の焼戻し温度で高温焼戻し処理することにより、内輪1の軌道溝1aの曲率半径ρ1を小さくしても、軌道溝1aに脆性剥離が発生しないようにした。
(もっと読む)
玉軸受
【課題】軌道輪の軌道溝の曲率半径を小さくしても、軌道溝に脆性剥離が発生しないようにすることである。
【解決手段】軌道溝1aの曲率半径ρ1をボール3の直径Dの51%以下とした内輪1を、Cr1.5〜6.0質量%を含有するCr含有鋼を素材として、260℃以上の焼戻し温度で高温焼戻し処理することにより、内輪1の軌道溝1aの曲率半径ρ1を小さくしても、軌道溝1aに脆性剥離が発生しないようにした。
(もっと読む)
歯車組立体
【課題】より長寿命で、比較的容易かつ安全に調節することができる軸受の配置を提供する。
【解決手段】本発明は、軸の軸受組立体、及びこの軸受組立体を備える工業用歯車ユニット30に関する。軸受組立体34は、軸35に軸方向に隔てて取り付けられた2つの円すいころ軸受を備え、軸受は、軸受の各々のころの直径が他方の対の軸受から離れる方向に向けて増大するO字形の配置状態に方位決めされている。歯車ユニット30において、円すいころ軸受の外側カップは、ハウジング11に形成された当接肩部32によって位置決めすることができる一方、円すいころの内側コーンは、軸35のねじ付き端部分に配置した固定ナット40により、又は軸35の環状溝内に配置されたとめ輪61によって位置決めすることができる。
(もっと読む)
CVT用シャフト及びその製造方法
【課題】別部材よりなるシャフトとシーブとを一体化させて固定し、寸法精度や耐久性に優れ、さらには生産性の向上、コストの低減を図ることができるCVT用シャフト及びその製造方法を提供すること。
【解決手段】棒状のシャフト部2と、シャフト部2に外挿する円盤状のシーブ部3を塑性結合部4と圧入部5とを介して結合してなる。シーブ部3は、シャフト部を挿入する挿入穴を有し、挿入穴は、結合内面部と圧入内面部とを軸方向に連ねて、圧入内面部がシーブ面に近い側に位置するように設けてなる。結合内面部の内周面には、軸方向に歯筋を有すると共に内方に突出する複数の歯部を有している。シャフト部2は、結合外面部と圧入外面部とを軸方向に連ねて有している。結合外面部に歯部を食い込ませて結合外面部の一部を塑性流動させた上記塑性結合部4を形成すると共に、圧入内面部に圧入外面部を圧入した圧入部5を形成する。
(もっと読む)
環状部材の製造方法
【課題】肉厚が薄く、さらには径が大きい内周面に機械加工が施された環状部材を精度よく製造する方法を提供することにある。
【解決手段】リングギヤRの内周面75に機械加工を施す前に、リングギヤRの外周面74を焼入れすることで、その外周面74の剛性が向上し、機械加工を行ってもリングギヤRの外周面74への加工歪を抑制させることができる。これにより、焼入れによる熱変形も小さくなり、リングギヤRの真円度や軸心方向の真直度の精度を向上させることができる。
(もっと読む)
ピニオンシャフト及びプラネタリギヤ装置
【課題】高温下において高速回転で使用しても長寿命なピニオンシャフト及びプラネタリギヤ装置を提供する。
【解決手段】プラネタリギヤ装置のピニオンギヤ3を回転自在に支持するピニオンシャフト5を、かしめによってキャリヤ4に固定した。このピニオンシャフト5は、高炭素クロム軸受鋼で構成されている。そして、浸炭窒化処理,焼鈍し処理に続いて、ピニオンシャフト5の外周面のうち転走面となる部分のみに高周波焼入れ処理が施されている。ピニオンシャフト5の表層部の残留オーステナイト量は15体積%以上30体積%以下であり、且つ、表層部の残留圧縮応力は500MPa以上1200MPa以下である。また、芯部の残留オーステナイト量は0体積%である。さらに、表層部の旧オーステナイト結晶粒度は、粒度番号で10以上である。
(もっと読む)
1 - 20 / 39
[ Back to top ]