
Fターム[3J101DA01]の内容
Fターム[3J101DA01]の下位に属するFターム
Fターム[3J101DA01]に分類される特許
1 - 20 / 100
車輪用軸受装置
【課題】自動車の組立工場等での組立工数の削減が可能で、生産性に優れるとともに、コスト低減を図ることが可能な車輪用軸受装置を提供する。
【解決手段】転がり軸受2は、内周に複列の外側転走面26,27が形成された外輪25と、外周に外側転走面26,27に対向する内側転走面28,29が形成された一対の内輪24と、外輪の外側転走面26,27と内輪の内側転走面26,27との間に転動自在に収容された複列の転動体30とを備える。少なくとも外輪25が冷間ローリングにて成形されて、組立られた状態の転がり軸受2がハブ輪1に圧入により一体化される。
(もっと読む)
転がり軸受

【課題】外輪がハウジングの内周面端部に内嵌される転がり軸受を、軸受固定プレートなしで固定でき、ハウジングがアルミニウムダイキャスト製のものであっても、嵌合部に弛みやクリープが生じないようにすることである。
【解決手段】外輪3の両方の外周面コーナ端部に、他の部分よりも軟化させた軟化部3aを形成し、この軟化部3aを形成した外周面コーナ端部に、これよりも圧縮降伏強度が高いハウジングの内周面端部の材料を加締め込むことにより、外輪3がハウジングの内周面端部に内嵌される深溝玉軸受1を、軸受固定プレートなしで固定できるようにするとともに、嵌合部に弛みやクリープが生じないようにした。
(もっと読む)
ころ軸受の保持器の製造方法及びこれに使用する加工装置
【課題】工程を減らすことにより、製造機械の設置スペースを縮小すると共に製造設備の設置費を減らすことができ、また、作業能率が向上してコストを低減することのできるころ軸受の保持器の製造方法及びこれに使用する装置を提供する。
【解決手段】成形材の長手方向に沿って凹部を形成すると共に、この凹部が形成された成形材の長手方向に所定の間隔で同時にポケットを形成する凹部・ポケット成形工程と、このポケットが形成された成形材を所定の長さに切断する切断工程と、切断された成形材をほぼ円形に折曲げる曲げ工程及び折曲げられた成形材の両端部を接合して保持器を形成する接合工程と、この保持器を熱処理する熱処理工程とを備えた。
(もっと読む)
ポンプ用転がり軸受
【課題】冷却水の汚染を防止すると共に、耐久性の向上を図ったポンプ用転がり軸受を提供する。
【解決手段】内輪8と外輪7が防錆能を有する鋼製のパイプ材から冷間のローリング加工によって形成され、当該内輪8と外輪7のそれぞれ内周面14と外周面12が転走面8a、7aに倣って円弧状に形成されると共に、転走面8a、7aの両端部から径方向内方と外方に環状凸部13、11が屈曲形成され、この環状凸部13、11の内径と外径が内周面14と外周面12より僅かに突出して形成されて回転軸とハウジングとの嵌合面となっている。
(もっと読む)
駆動車輪用軸受装置
【課題】分解・組立時の作業性を向上させると共に、耐久性の向上を図った駆動車輪用軸受装置を提供する。
【解決手段】外側継手部材14の肩部19のフェイススプライン19aに係合するフェイススプライン5bが内輪部材5の端面に冷間鍛造によって当該内輪部材5と同時に形成されると共に、ハブ輪1の内周に硬化した凹凸部13が形成され、この凹凸部13に内輪部材5の円筒部6が内嵌されると共に、この円筒部6を拡径させて凹凸部13に食い込ませ、ハブ輪1と内輪部材5とが所定の軸受予圧が付与された状態で一体に塑性結合されている。
(もっと読む)
車輪用軸受装置
【課題】部品当接面や嵌合面の経時的なフレッティング摩耗を回避して信頼性を向上させた車輪用軸受装置を提供する。
【解決手段】加締部2dにより、ハブ輪2に対して内輪3が軸方向に固定されると共に、外側継手部材が、肩部から軸方向に延びる軸部とを一体に有し、肩部が加締部2dに衝合した状態で軸部がハブ輪2にセレーション2cを介して内嵌され、ハブ輪2のアウター側の端部12に当接する固定ナットを介して外側継手部材が軸方向に分離可能に、かつトルク伝達可能に結合された車輪用軸受装置において、車輪取付フランジ4のアウター側の側面4aからパイロット部11に亙る表面とハブ輪2のアウター側の端面12からセレーション2cを介して加締部2dに亙る表面がレーザ焼入れによって硬化処理されている。
(もっと読む)
車輪支持用転がり軸受ユニットの製造方法
【課題】高い疲労強度を有し長寿命な車輪支持用転がり軸受ユニットの製造方法を提供する。
【解決手段】車輪支持用転がり軸受ユニット1のハブ輪2を、鋼製素材に複数工程の熱間鍛造を順次施して所定の形状に段階的に成形することにより得る。複数工程の熱間鍛造のうち最終工程の熱間鍛造は、車輪取り付け用フランジ10の付け根部分Sの加工温度、導入されるvon Mises歪の量、熱間鍛造パラメータPF を制御しつつ行う。また、複数工程の熱間鍛造の後の冷却工程は、熱間鍛造パラメータPF に応じて冷却速度を制御しつつ行う。
(もっと読む)
ころ軸受
【課題】接線力の軽減により表面損傷を抑制して寿命の長いころ軸受を提供する。
【解決手段】内輪および外輪の軌道面の表面粗さを「σ1」とし、「ころ」の表面粗さを「σ2」とし、内輪および外輪の軌道面の表層部の残留オーステナイト量を「γR 1」とし、「ころ」の表層部の残留オーステナイト量を「γR 2」としたとき、第1の関係(σ1>σ2、且つγR 1<γR 2)または第2の関係(σ1<σ2、且つγR 1>γR 2)を満たし、10体積%≦γR 1,γR 2≦40体積%と0.010μmRa≦σ1,σ2≦0.150μmRaを満たし、前記第1の関係の場合は15≧(σ1/σ2)>1と30体積%≧(γR 2−γR 1)≧2体積%を満たし、前記第2の関係の場合は15≧(σ2/σ1)>1と30体積%≧(γR 1−γR 2)≧2体積%を満たすものとする。
(もっと読む)
複列玉軸受
【課題】複列の外輪軌道6、6と複列の内輪軌道7、7との間にそれぞれ複数個ずつの玉4、4を組み込む作業を容易に行なえる構造を実現する。
【解決手段】上記両列の玉4、4の中心同士の軸方向距離Pを、これら各玉4、4の直径Daよりも大きく、これら各玉4、4の直径Daの1.25倍未満とする。両列の玉4、4を、外輪2aの内周面と内輪3aの外周面との間の環状空間内に、軸方向片側から組み込む事が可能になって、上記課題を解決できる。
(もっと読む)
複列玉軸受
【課題】加わる荷重が限られている用途に使用して、必要な耐久性を確保した上で、限られた空間への設置の自由度を向上させられる構造を実現する。
【解決手段】各玉4、4のピッチ円の直径PCD4 を、これら各玉4、4の直径Daの17〜24倍とする。又、このピッチ円の直径PCD4 を、外輪2aの厚さT2 、及び、内輪3aの厚さT3 の25〜35倍とする。更に、複列玉軸受1aの軸方向に関する幅Bを、上記各玉4、4の直径Daの2.8〜3.2倍とする。
(もっと読む)
ハブユニット軸受の外輪の焼入れ硬化層形成方法
【課題】外輪内周面の焼入れ硬化層の形成を行う際に、特殊形状でなく簡単な形状の焼入れコイルを用いて、複列の内周軌道間に設けられた取付け穴の内周面開口部近傍の硬化を防止した外輪内周面の硬化層を形成するハブユニット軸受の外輪の硬化層形成方法を提供する。
【解決手段】ハブユニット軸受の外輪内周面の焼入れ硬化層形成方法において、外輪の内周面から径方向外方に貫通して設けられているセンサーの取付け穴に、外輪の材料である鋼よりも熱伝導率の高い金属により作成された放熱治具を取付け、外輪の径方向内方から前記内周面を加熱して、焼入れ硬化層を第1内周軌道及び第2内周軌道を含む外輪の内周面に形成し、その際に、前記取付け穴の内周面開口部の近傍を前記第1内周軌道と前記第2内周軌道との間の他の内周面に比べて硬度を低くする。
(もっと読む)
タッチダウン軸受
【課題】耐焼きつき性及び耐磨耗性の向上が可能なタッチダウン軸受を提供する。
【解決手段】ロータ翼と一体に回転するロータ軸を、非接触状態で回転自在に支持するアキシャル磁気軸受及びラジアル磁気軸受を有する磁気浮上式ターボ分子ポンプに備えられ、アキシャル磁気軸受及びラジアル磁気軸受が制御不能となった時には、ロータ軸と内輪71の内径面71a及び端面71bが接触することにより機能するタッチダウン軸受(アンギュラ玉軸受7)であって、内輪71の内径面71a及び端面71bは、球状または略球状の金属粒子を衝突させることにより形成され、表面硬さがビッカース硬さでHv700以上、表面粗さが0.3〜1.2Raμmの範囲内、厚さが10μm〜100μmの範囲内となっている硬化層Sを有し、硬化層Sの表面に、固体潤滑剤によって形成された潤滑被膜Fを形成する。
(もっと読む)
転がり軸受用軌道輪の製造方法
【課題】内輪軌道16等の軌道面の加工を能率良く行なえる様にする事で、内輪15等の軌道輪の、延いてはこの軌道輪を組み込んだ転がり軸受の製造コストの低減を図る。
【解決手段】熱処理により上記軌道面となる部分を硬化させた後、この部分に切削工具18を使用した旋盤による削り加工を施して、上記軌道面を形成する。削り取る部分の量に応じて無駄のない加工を行なえる為、上記課題を解決できる。
(もっと読む)
軸受ユニット
【課題】軸受の保守点検の頻度を大幅に低減する。
【解決手段】回転軸1の先端面に、フランジ部3Aを備えたキャップ3を回転方向に一体に固定し、そのフランジ部3Aの軸受2側を向く面にバッキングリング5Aの端面を当接し、そのバッキングリング5Aの他方の端面を内輪2cの端面に当接させる。一方、回転軸1の軸受2が固定される位置よりも回転軸1中央部寄りには、中央部側が拡径するテーパ部1A及び大径部1Bを形成し、テーパ部1Aにバッキングリング5Bを外嵌させ、バッキングリング5Bの内端部を大径部1Bの先端側段差部1Cに当接させ、バッキングリング5Bの先端面を内輪2dの端面に当接させる。そして、バッキングリング5Aの内輪2c端面に当接する端面5aと、バッキングリング5Bの内輪2d端面に当接する端面5bとのそれぞれに、軸方向の応力変動を吸収する被膜を形成する。
(もっと読む)
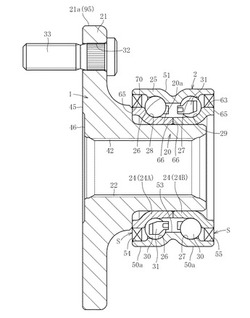
車輪用軸受装置
【課題】円周方向のガタの抑制を図ることができ、しかも、ハブ輪と等速自在継手の外側継手部材との連結作業性に優れた車輪用軸受装置を提供する。
【解決手段】ハブ輪1と複列の転がり軸受2と等速自在継手3とがユニット化された車輪用軸受装置である。ハブ輪1と、ハブ輪1の孔部22に嵌挿される等速自在継手3の外側継手部材の軸部12とが一体化される凹凸嵌合構造Mを備える。凹凸嵌合構造Mは、外側継手部材の軸部12の外径面の凸部35とその凸部35に嵌合するハブ輪1の内径面37の凹部36との嵌合接触部位38全域が密着する。ハブ輪1の外径側に高周波焼入れによる硬化層Hを形成するとともに、ハブ輪1の内径側を未焼き状態とした。
(もっと読む)
高速用転がり軸受
【課題】dmN値が 170 万以上という高速回転に十分に対応でき、工作機械のコンパクト化や運転経費の削減を可能にする高速用転がり軸受を提供する。
【解決手段】内輪2の転走面表面、外輪3の転走面表面および転動体4の表面から選ばれた少なくとも一つにディンプル加工を施し、この内輪2および外輪3間に介在する複数の転動体4の周囲にグリースを封入してなる高速用転がり軸受1であって、上記グリースは、ウレア系化合物を増ちょう剤とするウレアグリースに、上記ウレア系化合物を含まない非ウレアグリースを配合してなり、上記ウレア系化合物は、ポリイソシアネート成分とモノアミン成分とを反応して得られ、該モノアミン成分が脂肪族モノアミンおよび脂環式モノアミンから選ばれた少なくとも1つのモノアミンをモノアミン全体に対して 50 モル%以上含有するモノアミン成分である。
(もっと読む)
スラスト針状ころ軸受
【課題】保持器の異常摩耗を防止して長寿命化を図ることができるとともに、低トルク化を図ることができるスラスト針状ころ軸受を提供する。
【解決手段】スラスト針状ころ軸受10は、円周方向に亙って形成される複数のポケット14、及び、外径側に軸方向に延びる外径側フランジ18を備える保持器15と、複数のポケット14に円周方向に転動可能に保持される複数の針状ころ13と、を有する。各ポケット14は、針状ころ13の外径側端面13cが外径側フランジ18の内周面18aと当接可能なように、径方向において外径側フランジまで延在している。針状ころ13は、径方向寸法Aが軸方向寸法Bより大きい面取り部13bを有する。
(もっと読む)
自動調心軸受の外輪の製造方法
【課題】熱処理後の軌道の旋削工程において、旋削工具が欠けたり軌道が損傷したりするのを防止することができる自動調心軸受の外輪の製造方法を提供する。
【解決手段】熱処理前において、外輪2の軌道2aの油孔7に対応する部分に環状溝2bを形成して、熱処理後の軌道の旋削工程において油孔7により断続切削が生じるのを回避した。
(もっと読む)
二つ割りリング状部材の機械割り製造方法
【課題】 機械加工によって二分割し、その後に熱処理して製作する場合に、熱処理変形量を軽減できる熱処理条件を設定できるようにする二つ割りリング状部材の機械割り製造方法を提供する。
【解決手段】 旋盤工程により素材からリング状部材1を得て、このリング状部材1を機械割工程で機械加工により半円状部材1aに2分割分し、熱処理工程で半円状部材1aの熱処理を行うことで、リング状部材1は機械割り工程中に熱処理による残留応力が存在せず、また生材であって破壊靱性値が高いため、途中破断が生じることがない。
(もっと読む)
車輪支持用転がり軸受装置
【課題】優れた疲労強度を有し大きな荷重が負荷されても損傷が生じにくく、且つ、製造時に損傷が生じにくい車輪支持用転がり軸受装置を提供する。
【解決手段】車輪支持用転がり軸受装置1は、ハブ輪2と、ハブ輪2に一体的に固定された内輪3と、外輪4と、二列の転動体5,5と、を備えている。ハブ輪2の外周面及び内輪3の外周面に形成された軌道面と、外輪4の内周面に形成された軌道面とは対向しており、対向する両軌道面間に複数の転動体5が転動自在に配されている。また、ハブ輪2の外周面と外輪4の内周面とには、高周波焼入れによる硬化層22が形成されている。ハブ輪2,内輪3,及び外輪4は、炭素の含有量が0.45質量%以上0.75質量%以下である鋼で構成されている。そして、ハブ輪2,内輪3,及び外輪4は、上記鋼からなる円柱状素材に軟化焼鈍しを施した後に冷間鍛造を施すことにより成形されたものである。
(もっと読む)
1 - 20 / 100
[ Back to top ]