
Fターム[4B031CL03]の内容
生地の製造装置又は加工装置 (1,802) | 移送;誘導;包装 (160) | 集合、寄せ集め装置 (18) | 麺線のまるめ、折り畳み (8)
Fターム[4B031CL03]に分類される特許
1 - 8 / 8
麺線整形丸め装置
【課題】
麺線整形丸め装置の処理速度を上げることができ生産性を向上させると共に、処理速度を上げても騒音の発生が少ない麺線整形丸め装置を提供する。
【解決手段】
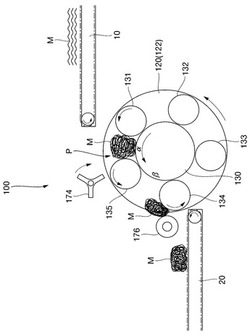
段違いに配置された3つのローラで形成される空間を利用して麺を丸める麺線整形丸め装置であって、下段に位置するローラを中心ローラ130としたとき、当該中心ローラ130の半径方向等距離の位置に等間隔で5つの周辺ローラ131〜135を配置し、当該周辺ローラ131〜135を自転させながら中心ローラ130の周りを公転させることによって麺Mを丸めると共に丸めた麺Mを順次送り出す。
(もっと読む)
麺線の折り畳み供給装置

【課題】二つ折りや四つ折りの偶数折りの折り畳みに限らず、三つ折りや五つ折り等の奇数折りでの麺線の折り畳み供給が行える麺線の折り畳み供給装置を提供する。
【解決手段】麺線1を折り畳み状態で先工程に供給する麺線の折り畳み供給装置であり、上端部を支点として下端部側が一定ストローク揺動するように駆動され、上端部から投入される麺線1を下端部から排出する揺動シュート2と、揺動シュート2の揺動に連動してこの揺動シュート2の下端部近傍に位置するように設けられた切断ユニット3とを備え、揺動シュート2は、一定ストロークを複数回揺動することによって下端部から排出される麺線1を下方のコンベヤ6上に複数折りに折り畳んだ状態となし、切断ユニット3は切刃4と切刃受け5とからなり、切刃4は切刃受け5に対し進退駆動可能で、その前進時に揺動シュート2の下端部から排出される麺線1を切断するようになっている。
(もっと読む)
麺線の折り畳み整形方法と整形装置
【課題】麺線を能率よく、しかもホグレやすい形状に折り畳むことができる麺線の折り畳み整形方法を提供する。
【解決手段】供給コンベア1の排出端から垂れ下がり状に供給される麺線帯bを、麺線折り畳みテーブル2で上下に重なる二つ折りにして二つ折り麺線帯cにする二つ折り工程と、前記麺線折り畳みテーブル2上の二つ折り麺線帯cを、この二つ折り麺線帯cに平面的な二つ折り形状を加える押出し工程と、前記押出し工程で押出されてきた二つ折り麺線帯cを整形ケース13内に受取ることで、折り畳み麺dの形状に整形しながら収納する整形工程と、前記整形工程で整形された整形ケース13内の折り畳み麺dを別の位置に移動させて整形ケース13内から取出す移送工程とからなる。
(もっと読む)
麺紐延ばしローラ装置
【課題】 素麺、ひやむぎ、うどん、中華麺等の麺類の製造に用いる麺紐を所望の太さに正確に延ばすことができるようにした麺紐の延ばしローラ装置を提供する。
【解決手段】 円板状をなし、外周部に半円凹形状の部分を有し、半円凹形状の部分が相互に重ね合わされることにより楕円形状の隙間(13Q)を構成し、楕円形状の隙間に麺紐(11)を引き込んで加圧することにより麺紐を隙間に応じた太さに延ばす一対の円板状の延ばしローラ(13B,13C)と、一対の延ばしローラの背後に設けられ、延ばされた麺紐を受けて後方に送り出す受けローラ(13P)と、一対の延ばしローラの回転軸を回転自在に支持する一方、受けローラの回転軸を上下位置調整可能に支持する取付けフレーム(13A)と、延ばしローラ及び受けローラを駆動する駆動機構と、を備える。
(もっと読む)
麺線巻入装置の巻入速度調整装置
【課題】 麺線案内機構の先端部が収容槽の中央側部に移動したときに、麺線の繰出し量が多い状態となったり、少ない状態となることを防止して、麺線を略渦巻き状に収容槽内に綺麗に巻き入れるようにすること。
【解決手段】 麺線案内機構の繰出しロールから麺線を第1繰出し速度で繰り出すと共に、繰出しロールが、第1繰出し速度と対応する速度で回転する収容槽の中央側部から外周側部に向かって移動するに従って、収容槽の回転速度が小さくなるようにして、麺線を略渦巻き状に収容槽内に巻き入れることができる麺線巻入装置において、繰出しロールが収容槽内の中央側部から外周側部に向かって移動し始めるときに、繰出しロールから繰り出される麺線を、所定時間だけ第1繰出し速度よりも小さい又は大きい第2繰出し速度で繰り出すようにする速度制御部78を備える。
(もっと読む)
麺線の細径化装置
【課題】 対となっている加工ロールに形成されている加工溝の間隔を、所望のタイミングで簡単にしかも精度よく適切な間隔に調整できるようにすること。
【解決手段】 外周に加工溝が形成された2組の上下一対の第1及び第2加工ロール27、・・・を備え、対となっている加工溝の間に麺線を通して所定の断面形状に成形する麺線の細径化装置9において、対となっている上下の加工ロール27、・・・のそれぞれの周速が略同一となるように上下の加工ロール27、・・・を互いに連結する動力伝達機構と、対となっている上下の加工溝の間隔を調整するための溝間隔調整機構38とを備え、溝間隔調整機構38は、上側の加工ロール27を回動自在に支持する軸受部40と、軸受部40を下側の加工ロールに対して接近及び離隔する方向に案内する案内部50、50と、軸受部40を案内部50、50に沿って移動させる送り機構部51とを備える。
(もっと読む)
麺玉の自動丸め方法及び自動包装方法並びにその装置
【課題】麺玉を設計形状に形成するとともに、逆ピロー包装装置を使用して麺玉群を正ピロー状態で包装する。
【解決手段】設計長さに切断された麺線群mを、固定ローラ6と変位ローラ7とからなる一対のローラ上に供給し、該記両ローラの回転により前記麺線群mを丸める方法であって、前記両ローラを正回転させて前記麺線群mを丸めて麺玉M0を形成する行程と、前記麺線群mの終端部が前記ローラの食い込み入口に達したときに、前記変位ローラ7を変位させてローラ間隙tを広げ、食い込みローラ間隙t1にする行程と、前記変位ローラ7を逆回転させ、前記ローラ隙間t1に食い込まれる前記麺玉M0を押圧しながら元の位置に戻す行程と、を備えている。
(もっと読む)
麺帯折畳装置
【課題】折り畳まれた麺帯を型抜き装置に搬送する際の作業者の労力的な負担を軽減し、しかも装置全体を大型化することなく実現可能な麺帯折畳装置の提供を課題とするものである。
【解決手段】サーボモーター34により回転されるコンベヤベルト33を有する主コンベヤ30と、主コンベヤ30の上方に配設され、麺帯Mを主コンベヤ30に送り込む送込装置20と、サーボモーター34の回転方向を制御して、コンベヤベルト33上の所定位置を所定範囲内で往復運動させながら、送込装置20から麺帯Mを送り込み、コンベヤベルト33上で麺帯Mを折り畳む麺帯折畳制御手段と、コンベヤベルト33をサーボモーター34により一定方向に回転させ、型抜き工程に対して、折り畳まれた麺帯Mを搬送させる搬送制御手段とを具備する。
(もっと読む)
1 - 8 / 8
[ Back to top ]