
Fターム[4E002BB08]の内容
Fターム[4E002BB08]に分類される特許
1 - 8 / 8
鋼線、及び鋼線の製造方法
【課題】鋼線を環の一部が開口した形状に曲げ加工した際、環の軸方向における鋼線の端部同士のずれ(歪み量)を小さく、かつその歪み量のばらつきを小さくできる鋼線を提供する。
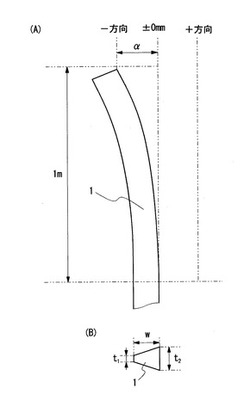
【解決手段】鋼線1の横断面形状は、互いに対向する短辺と長辺とを有する異形状である。その鋼線1は、外力が作用しない無負荷時に、上記短辺側に湾曲している。特に、鋼線の長さ1m当たりの湾曲量αが、−5mm以上であることが好ましい。湾曲量αは、鋼線1の長さ方向の一端側を位置決めし、当該一端側において上記長辺側に接する平面を基準としたとき、当該基準から当該長さ方向の他端側までの垂直距離である。
(もっと読む)
ロールクロス式圧延機における圧延材の形状制御方法、及び、圧延材の製造方法

【課題】圧延中にロールクロス式圧延機のクロス角を操作して圧延材の形状を制御する際の精度を高めることが可能な、ロールクロス式圧延機における圧延材の形状制御方法及び該形状制御方法を用いる圧延材の製造方法を提供する。
【解決手段】ロールクロス式圧延機のクロス角を操作して圧延材の形状を制御する方法において、クロス角の操作量を決定する際の制御ゲインをクロス角の関数として設定しておき、クロス角の実績値を関数に代入することによって制御ゲインを時々刻々変更しながらクロス角の操作量を決定する、ロールクロス式圧延機における圧延材の形状制御方法、及び、該形状制御方法を用いる圧延材の製造方法とする。
(もっと読む)
帯板製造設備とその方法
【課題】 一定幅の薄板スラブに発生する幅端部の凹凸形状を連続圧延中に容易かつ迅速に矯正して偏平形状の帯板を製造でき、設備コストの低減化が図れる帯板製造設備とその方法を提供する。
【解決手段】 上部に配置されるタンディシュ2から鋳造湯3を供給され一定幅のスラブ5を連続鋳造する双ロール又は単ロールの連続鋳造機6と、連続鋳造機の下流側近傍に配置されかつ一対の上下作業ロール7、8が軸線に沿って互いに反対方向に移動可能な単体の仕上圧延機11からなる。
(もっと読む)
ヘリコイド絞り圧延機を利用したコイルバネの製造方法
本発明は、コイルバネの製造時、同一の強度を有しながらもコイルバネの重量を大幅に減らすと同時に、環境に優しくコイルバネを製造することができ、一つのコイルバネ材料を使用して様々な材料径を有するコイルバネを製造することができるヘリコイド絞り圧延機を利用したコイルバネの製造方法に関する。
本発明の一つの特徴に従ったヘリコイド絞り圧延機を利用したコイルバネの製造方法は、フリーストレイテナーによって直線状に矯正されたコイルバネ材料を表面処理装置へ供給し、コイルバネ材料の外面にショットブラスティング処理又はスカーフィング処理をする表面処理ステップ;表面処理されたコイルバネ材料を第一の加熱装置へ供給し、所定温度まで加熱する第一次加熱ステップ;第一次加熱されたコイルバネ材料をヘリコイド絞り圧延機の複数の上部圧延ローラーと下部圧延ローラーとの間に連続的に供給し、製造されるコイルバネの材料径と同一になるようにコイルバネ材料を連続的に圧延して直径を減少させる断面減少圧延ステップ;材料径が減少されたコイルバネ材料の直径を直径測定装置によって測定し、長さ測定装置によって長さを測定した後、切断装置を利用して前記コイルバネ材料を必要な長さに切断する切断ステップ;切断されたコイルバネ材料を第二の加熱装置へ供給して前記断面減少圧延ステップと材料切断ステップとを行いながら低下したコイルバネ材料の温度を補償するために所定温度まで再加熱する第二次加熱ステップ;第二次加熱されたコイルバネ材料をコイリングマシンによってコイルバネ形態に成形するコイルバネ成形ステップ;及び成形されたコイルバネを油焼き入れ処理した後、焼き戻し処理をする熱処理ステップ;を含む。  (もっと読む)
(もっと読む)
T形鋼の製造設備及び製造方法
【課題】T形鋼のフランジの先端の内側角部及び外側角部の双方にRを形成することができる熱間圧延によるT形鋼の製造設備及び製造方法を提供する。
【解決手段】熱間圧延によるT形鋼の製造設備1において、エッジャ圧延機5が、フランジ22の先端の内側角部を圧下する円弧形状の内側角部55を少なくとも有する孔型を備えた上下の水平ロール51a,51bを有し、仕上圧延機6の前面または後面には、フランジ22の先端面に接触する小径部72とフランジ22の外面に接触する側壁部74とを有するとともに小径部72と側壁部74との間の角部75を円弧形状とした上下のローラ7,7を設ける。
(もっと読む)
フランジを有する形鋼の圧延方法
【課題】一組のロールセットによりウェブ高さの増加がない場合から50mmを超えるウェブ高さの拡幅を行う場合までの広範なウェブ高さのつくり分けを行っても寸法形状の不良を発生することなく、良好な品質の製品を製造する
【解決手段】粗圧延工程、中間圧延工程、および仕上げ圧延工程からなる形鋼圧延プロセスの前記中間圧延工程と仕上げ圧延工程との間に斜行ロール方式圧延機を配置し、被圧延材のウェブ両端部の余肉を圧下しつつウェブ高さの拡幅を行うウェブ高さが600mm以上のシリーズのフランジを有する形鋼の圧延方法において、斜行ロールのロール軸を圧延方向と平行で水平面に投影してこれと圧延方向に垂直な面に対してなす角度をθhとし、圧延方向と垂直な面に投影して圧延方向に平行な水平面に対してなす角度をθvとして、θhとθvとの関係をθh<θvに設定して圧延する
(もっと読む)
平角導体およびその製造方法、並びにフレキシブルフラットケーブル
【課題】圧延後のめっき層が均一なフレキシブルフラットケーブル用の平角導体の好ましい製造方法を提供することにある。
【解決手段】前記フレキシブルフラットケーブル用の平角導体の製造方法であって、めっき層を形成した丸線導体を上・下段圧延ロールの回転と同時に、下段圧延ロールの回転軸を圧延面と平行な面に沿って上段圧延ロールの回転軸とクロスする方向に、上段圧延ロールの回転数に対して極めて速く反復運動させながら圧延する平角導体の製造方法とすることによって、解決される。
(もっと読む)
鋼の熱加工制御のための方法
本発明は、鋼の熱加工制御のための方法であって、素材は再結晶温度以上の温度で加熱され、組織はオーステナイト化されて温度を均一に保たれ、次いで変形され、次いでマルテンサイトに急冷されかつ焼き戻され、この場合に出発材料を丸棒鋼によって形成し、丸棒鋼の再結晶化温度を均熱炉内で棒長さにわたって均一にし、丸棒鋼をほぼ直線的な状態で斜交ロール圧延によって変形させて、この場合に臨界の変形率を越えることによって動的再結晶過程を生ぜしめ、次いで丸棒鋼をAc3点以上の温度での追加加熱によって完全に静的再結晶化させ、次いでオーステナイトからマルテンサイトに焼き入れして、かつ焼き戻しする。  (もっと読む)
(もっと読む)
1 - 8 / 8
[ Back to top ]