
Fターム[4E002CB05]の内容
Fターム[4E002CB05]に分類される特許
21 - 36 / 36
傾斜圧延法によってプレートおよびシートの組織を制御する方法
金属シートまたはプレート(3)を圧延するための方法および装置が提供される。前記方法は、所定の角度で圧延機(1,2)に前記金属プレートまたはシート(3)を供給するステップを有する。前記装置は、傾斜フィードテーブル(4)、または移送テーブルおよび傾斜フィードテーブルを載置可能なエプロンを備える圧延機を有する。本発明の方法と装置を使用して、板厚方向勾配と剪断組織を改善することができる。 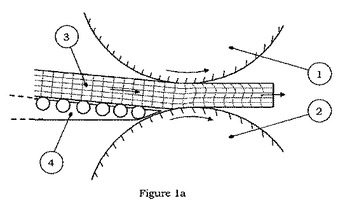 (もっと読む)
(もっと読む)
線材・棒鋼の熱間圧延方法

【課題】線材・棒鋼の熱間孔型圧延で、角孔型の孔型溝底部と接触した圧延材の円弧部半径が直後のオーバル孔型で表面疵の発生原因とならない程度に大きい状態で、このオーバル孔型に適正に噛み込ませる圧延方法を提供することである。
【解決手段】線材・棒鋼の熱間孔型系列の、菱−角−オーバル孔型スケジュールで、前記角孔型に噛み込む菱孔型出側の圧延材自由表面の円弧部半径をr、角孔型での圧下量をaとしたときに、菱孔型出側の圧延材の幅寸法Wと前記円弧部半径rを予め対応づけて、この幅寸法Wから円弧部半径rを予測して比率r/aが0.1以上0.3以下の範囲に収まるようにロール隙を設定し、圧延中に前記幅寸法Wを実測し、実測した幅寸法Waから、予め対応付けておいた前記円弧部半径rを算出し、比率r/aが上記範囲から外れると、菱孔型直前の孔型ロール隙sを調整して、比率r/aを上記範囲に収めるようにした。
(もっと読む)
熱間圧延方法

【課題】熱間スラブを幅圧下プレス装置により幅圧下した後に板厚方向の粗圧延を行う鋼板の熱間圧延を行う際に、粗圧延での噛み込みにより圧延不能となることなく、少ない圧延パス数で生産能率良く圧延できる熱間圧延方法を提供すること。
【解決手段】熱間スラブに対して幅圧下プレス装置により幅圧下を行った後に板厚方向の粗圧延を行う熱間圧延方法において、少なくともスラブの寸法および幅圧下量を含む情報から幅圧下後のスラブの先端部の最大厚さを予測し、該最大厚さに対して粗圧延の1パス目の圧下量を設定することを特徴とする熱間圧延方法を用いる。幅圧下プレス装置の金型のプレス面が、熱間スラブの進行方向に対して8度以上23度以下の傾斜部を有することが好ましい。
(もっと読む)
アルミニウムクラッド材の製造方法
【課題】比較的厚みのある素材を用いたクラッド材にも適用しうる製造方法であって、クラッド界面の剥離を防止しつつ、高圧下率にて圧着圧延を行うことができる、生産性に優れたアルミニウムクラッド材の製造方法を提供する。
【解決手段】芯材1とその両面に重ね合わせた合せ材2,2とを熱間圧延にて圧着してアルミニウムクラッド材を製造する方法であって、熱間圧延の初期段階において、圧延ロール5,5への通板の直前に各合せ材2,2の表層部のみを、例えば直火バーナ6,6にてさらに加熱することを特徴とする。
(もっと読む)
圧延方法
【課題】 高強度の鋼板を高圧下する場合等にも、圧延材における最トップ部の噛み込み不良を発生させない圧延方法を提供する。
【解決手段】 複数段の圧延機を用いて行う圧延方法であって、最終段以外のいずれか1以上の圧延機において、圧延材最トップ部(先端部)の圧下量を予定圧下量(所定の圧延を行うための本来の圧下量)よりも多くし、その後に予定圧下量に戻す。圧下量を多くする部分を圧延材最トップ部より20〜100mmの範囲とし、当該部分に続く100〜400mm以内の範囲で徐々に予定圧下量に戻すのがよい。
(もっと読む)
金属板の冷間圧延方法
【課題】高強度鋼板の冷間圧延において必要とされる良好な潤滑性を確保しつつ、軟質な鋼板に対しては潤滑過多を防止して、広い強度範囲の鋼板に対して安定した圧延を可能とすると共に、圧延油原単位の悪化を防止する。
【解決手段】圧延機の各圧延スタンドに、循環使用される第1のエマルション圧延油を供給し、さらに、少なくとも一つの圧延スタンドの入側に、第1のエマルション圧延油とは異なる濃度の第2のエマルション圧延油を別系統により供給する金属板の冷間圧延方法であって、第1のエマルション圧延油の濃度が目標圧延油濃度よりも低い場合には、第2のエマルション圧延油として、第1のエマルション圧延油よりも高濃度の圧延油を供給し、第1のエマルション圧延油の濃度が前記目標圧延油濃度よりも高い場合には、第2のエマルション圧延油として、第1のエマルション圧延油よりも低濃度の圧延油を供給する。
(もっと読む)
棒鋼・線材の熱間圧延方法および熱間圧延設備
【課題】棒鋼・線材を熱間圧延するに際し、難加工材や細径材の熱間加工性を良好とするために、鋼材表面温度を誘導加熱により効果的に高めると共に、圧延素材の結晶粒粗大化、脱炭を防止する圧延方法と圧延設備列を提供する。
【解決手段】鋼片加熱炉、デスケラー、粗圧延機列、中間圧延機列、および仕上圧延機列を順次、連続的に配列した棒鋼または線材の熱間圧延設備により棒鋼・線材を熱間圧延するに際し、粗圧延機列の第1圧延機と第2圧延機との間から連続して複数の圧延機間の各々に誘導加熱装置を設けて、該誘導加熱装置により、各圧延機間を通過中の鋼材を加熱して、粗圧延機列(但し、第1圧延機除く)および中間圧延機列の全圧延機における鋼材の圧延噛み込み表面温度を高めることを特徴とする棒鋼・線材の熱間圧延方法。
(もっと読む)
熱間スラブの幅圧下用金型
【課題】板幅プレス装置による熱間スラブの幅圧下において、圧下時のスリップを防止して安定的に幅圧下を可能とする。
【解決手段】熱間スラブの進行方向出側の金型下面平行部10と、この金型下面平行部に連続して熱間スラブの進行方向入側方向に向かって広がる中間傾斜部20と、この中間傾斜部に連続して熱間スラブの側面に略平行な中間平行部30と、この中間平行部の熱間スラブ進行方向入側端に連続して熱間スラブの進行方向入側方向に向かって広がる入側傾斜部40とを有し、前記中間傾斜部が、前記金型平行部に連続して熱間スラブの進行方向入側方向に向かって角度φにて広がる第1の傾斜部22と、第1の傾斜部の熱間スラブの進行方向入側端に連続して角度α1 にて広がる第2の傾斜部24とを有し、第1の傾斜部の角度φ<第2の傾斜部の角度α1である熱間スラブの幅圧下用金型。
(もっと読む)
圧延ロール,湿式調質圧延方法,鋼帯,及び錫めっき鋼板
【課題】ブリキ原板等の湿式調質圧延において,ジャンピングによる圧延不安定現象を抑制し,鋼板表面の溶接性低下を解消するブリキ原板等の湿式調質圧延技術を提供する。
【解決手段】鋼帯の湿式調質圧延工程における前段スタンド用の圧延ロール1であって,ロール表面に複数のディンプル2が配設され,該ディンプル2の開口を円形近似した際のディンプル開口の直径φ(mm)が0.1mm以下0.01mm以上であり,かつ圧延ロール素地は,ロール軸方向に沿って計測した算術平均粗さ(Ra)が0.1〜1.5μmの範囲であることを特徴とする圧延ロール,当該圧延ロールを用いた湿式調質圧延方法,及び鋼板と錫めっき鋼板。
(もっと読む)
スラブの幅圧下プレス方法
【課題】熱間圧延ラインにおいて、スラブに幅圧下プレスを施す際に、スラブのスリップを的確に防止して、適切にスラブの幅圧下プレスを行うことができるスラブの幅圧下プレス方法を提供する。
【解決手段】予め竪ロール2によってスラブ10の先端部を軽圧下することによって、スラブ先端部の幅端面10bのスケールを充分に除去してから、幅圧下プレスを行う。
(もっと読む)
多段圧延機のワイピング装置およびその運転方法
【課題】圧延速度を加減速しても圧延材にスリップ傷を発生させず、かつワイピングロールの不具合によって圧延材を蛇行させたり、圧延材エッジ通過部に損傷を与えてワイピング効果を低下させることのない多段圧延機のワイピング装置およびその運転方法を提供する。
【解決手段】圧延油を付与しつつ圧延材1を圧延した後に、前記圧延材1上の圧延油を除去しながら巻き取る多段圧延機のワイピング装置であって、前記多段圧延機4と圧延油を除去する第1のワイピング装置5,5aとの間に、前記圧延材1の上下に対向して配置された一対のローラ7,7aからなるピンチローラ型の第2のワイピング装置6,6aを設けるとともに、この第2のワイピング装置6,6aの一対のローラ7,7aが、低慣性材料からなる内層とその外周を覆う金属製外筒とを有する複層構造からなる。
(もっと読む)
厚板圧延機の転回テーブル
【課題】被圧延材の下反り量が大きい場合でも、90°転回動作中、被圧延材の角部が転回ローラの小径部に引っかかることを効果的に防止できる転回テーブルを提供する。
【解決手段】厚板圧延機の全面及び後面に、ローラ軸方向に連なる大径部と小径部とを有する転回ローラを千鳥状に配列して成り、隣り合う転回ローラの相互逆転により被圧延材を90度転回させる転回テーブルにおいて、前記転回ローラの大径部と小径部との半径差を30mm以上とした厚板圧延機の転回テーブル。
(もっと読む)
金属材の圧延機及び圧延方法
【課題】 良好な圧延材形状を得ることができ、且つ安定した蛇行制御を行うことができる圧延機を提供する。
【解決手段】 ワークロールとバックアップロールの左右の各ロールチョック間に配置される部材であって、複数の楔体を重ね合わせ且つ少なくとも1つの楔体が他の楔体に対してスライド移動することにより高さを可変とした突っ張り用ブロックと、この突っ張り用ブロックの少なくとも1つの楔体を他の楔体に対してスライド移動させ、且つ任意のスライド位置で保持するためのアクチュエータとを備えたロールチョック間保持装置を設け、前記突っ張り用ブロックにより、圧延時の平行剛性を高める突っ張り手段が形成されるようにした。
(もっと読む)
熱延鋼板の冷却方法
【課題】仕上圧延された熱延鋼板をホットランテーブル上で冷却するに際して、反り検出計といった特別な設備を設けずとも、ホットランテーブル上で鋼板の反りを適切に矯正して、ホットランテーブル出側での鋼板の詰まりなどを防止することができる熱延鋼板の冷却方法を提供する。
【解決手段】鋼板1の化学成分(C、Si等の含有量)と冷却ノズルユニット群3に達するまでの圧延条件(板厚、板幅、温度履歴等)から、その鋼板1に発生する反り形状を板反り予測テーブル34を用いて予測し、その予測された反り形状を解消できるように、第1番目の冷却ノズルユニットA1における上冷却ノズル20aからの冷却水の噴射流量と下冷却ノズル20bからの冷却水の噴射流量の割合を定める。
(もっと読む)
熱間圧延における被圧延材の冷却制御方法及び熱延金属板の製造方法
【課題】圧延荷重の上昇による通板トラブルの発生を回避しながら、良好な材質、寸法精度を確保し、生産性の向上も図る。
【解決手段】仕上圧延機30で被圧延材8を圧延する際に、仕上圧延機を構成する各圧延機に付帯して設置された、冷却水を噴射する冷却装置361〜366のうち、実際に冷却水を噴射する冷却装置の数を、対象とする1つの被圧延材の圧延中に変化させることにより被圧延材の温度を被圧延材全長にわたり制御する熱間圧延における被圧延材の冷却制御方法において、実際に冷却水を噴射する冷却装置の数を変化させる場合、その優先順を、該被圧延材上のその変化させる冷却対象位置についての各圧延機の予測圧延荷重Piと、該被圧延材先端の各圧延機の予測圧延荷重Psetiと、から求められる評価関数値Jを、最適化するように決定する。
(もっと読む)
ステッケルミルの振動を軽減する方法及び装置
本発明は、ステッケルミルにおけるステッケルロールのフラットスポットによって生じる振動を軽減するための方法及び対応する装置に関する。調製可能なロール(3)は、ステッケルファーネスのステッケルロール(1)と圧延機スタンド(5)の駆動装置(2)との間に取り付けられ、圧延素材(6)に接触することができる。本発明は、ロール(3)によって圧延素材(6)上に加えられる力が規定された値に調整されることを特徴としている。 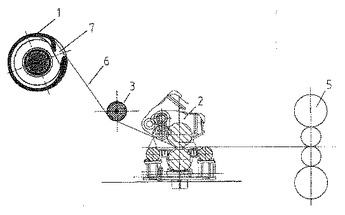 (もっと読む)
(もっと読む)
21 - 36 / 36
[ Back to top ]