
Fターム[4E004AC03]の内容
Fターム[4E004AC03]に分類される特許
1 - 4 / 4
チタンまたはチタン合金からなるスラブの連続鋳造方法および連続鋳造装置
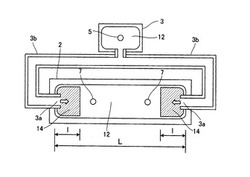
【課題】鋳肌の状態が良好なスラブを効率的に鋳造することができるようにする。
【解決手段】鋳型2内に溶湯12を注入するコールドハース3は、断面長方形状の鋳型2の長辺方向に対向するように配置された2つの注湯部3aを有している。この注湯部3aを介して、鋳型2の長辺方向の両端部から鋳型2内に溶湯12を注入する。
(もっと読む)
スパッタリングターゲット及びその製造方法

【課題】円筒形状のCu−Ga合金からなる高品質で量産が可能なスパッタリングターゲット及びその製造方法を提供する。
【解決手段】溶解容器5内のCuとGaを加熱手段で溶解して溶湯Mを形成し、前記溶解容器の底部に形成された円環状の開口7を開閉自在に覆うことができる引下部材6を所定の速度で引き下げることにより、前記開口を開放すると共に前記溶解容器内の前記溶湯を凝固させながら連続的に円筒形状のスパッタリングターゲットとなる凝固材を抜き出すに際して、前記溶解容器内の前記開口付近の前記溶湯を流動可能な半凝固状態とし、且つ前記溶解容器の前記開口から外部に出た直後に流動性のない凝固状態となるように、前記加熱手段によって温度制御を行う。
(もっと読む)
非晶質、超微結晶質、及び微結晶質金属スラブまたは他形状金属の鋳造のための低温・急速凝固・連続鋳造法及び装置
【課題】非晶質、超微結晶質、微結晶質及び微粒子から成る金属スラブあるいは他形状金属の鋳造に用いられるLRC法および装置を提供する。
【解決手段】作業室は−190℃、1バールに維持され、−190℃、1.877バールの液体窒素を冷却源として用いる。液体窒素は液体窒素エゼクタ5によって牽引バー7の表面上へ噴射量v及び噴射速度kで噴射される。噴射された液体窒素は断面cにおいて鋳造ブランクと接触する。この方法には超薄膜噴射技術が採用され、前記薄膜の厚さは2mm、液体窒素の噴射速度は30m/sとする。時間間隔△τの間に、種々冷却速度に対応して、連続鋳造速度uで作動する誘導牽引装置によって高温鋳造型4の取出し口から金属が長さ△m分引き出され、噴射された液体窒素の熱吸収及びガス化作用の下で、溶融金属は凝固し、さらに急速に冷却されて非晶質、超微結晶質、あるいは微結晶質金属構造を生成する。
(もっと読む)
感温材およびその製造方法、温度ヒューズ、回路保護素子
【課題】従来の冷却鋳型を用いた棒状鋳塊の工法上の欠点を解消して、感温材への金属間化合物の析出を抑制または析出物の均一微細分散を可能としたことで、歩留を改善した高品質な保護素子用の感温材を提供する。
【解決手段】難加工性金属のBiまたはInを主成分とする母材と、特性調製用微少金属の添加材であるAg、Al、Cu、Ge、Mg、P、Sn、TiおよびZnの群より選ばれる少なくとも1種を含有した溶湯素材を溶解させ、溶湯の初晶温度以上に加熱された鋳型を通過させ、その出口側に設けた冷却手段により急冷凝固して作製した一方向凝固組織を有する鋳塊を用意し、この鋳塊を所定形状に成形加工した感温材43を使用した回路保護素子。
(もっと読む)
1 - 4 / 4
[ Back to top ]