
Fターム[4E024AA05]の内容
Fターム[4E024AA05]の下位に属するFターム
板、横曲り、キャンバー (35)
Fターム[4E024AA05]に分類される特許
1 - 14 / 14
金属板材の圧延機および圧延方法
【課題】上下作業ロールチョックの安定性と上下作業ロール間の開度を両立し、応答性が高く、圧延中の外乱に対しても板クラウン・形状制御範囲の大きい圧延機を提供する。
【解決手段】上下作業ロールにインクリースベンディング力を負荷する油圧シリンダーが、圧延機ハウジングの内側に突出したプロジェクトブロックに配備され、下作業ロール胴部に負荷される圧延方向力が、下クロスヘッドに配備された下プロジェクトブロックと下作業ロールチョックとの接触面によって支持され、上作業ロール胴部に負荷される圧延方向力が、前記プロジェクトブロックの上方に位置する圧延機ハウジングに配備された上クロスヘッドと上作業ロールチョックとの接触面によって支持され、上下作業ロールを、圧延する金属板材に対して平行な面内で相対的に交差させるペアクロス手段を配備する。
(もっと読む)
ストリップの形状制御方法および形状制御装置

【課題】ベンダーやワークロールシフト等の従来アクチュエータでは不可能であった板幅方向の局所的な伸び量制御を可能とし、しかも複雑な各スタンドのクラウン制御装置の操作をすることなく、スタンド間でのストリップの形状不良を抑制するストリップの形状制御方法および装置を提供する。
【解決手段】複数の仕上圧延スタンドF1〜F7を備えた仕上圧延機1の少なくとも1箇所の仕上圧延スタンド間に設置された形状計2により、通板中のストリップの形状を測定し、形状計2で計測した形状データに基づき、ストリップの幅方向の加熱する箇所と加熱量を決定し、仕上圧延機1の上流側に設置された少なくとも2個のトランスバース型誘導加熱装置4の位置および発熱量を制御してストリップを加熱し、仕上圧延途中のストリップの形状不良を抑制する。
(もっと読む)
厚板圧延方法
【課題】厚板圧延において、仕上圧延後の下工程の効率も含めた全体のロスを抑えることを課題とする。
【解決手段】厚板を調整圧延、幅出圧延、及び仕上圧延の順番に圧延を行い、少なくとも上記幅出圧延によって圧延長手方向の両端部に隆起部を形成する厚板圧延方法である。仕上圧延終了後の被圧延材の平面形状プロフィールを予測し、該平面形状プロフィールの予測値に基づいて幅出圧延最終パスで圧延長手方向両端部に形成すべき隆起量を、仕上圧延によって圧延長手方向端部に形成されると予測されるクロップの大きさ、及び当該クロップの圧延長手方向への突出長さに基づき決定する。
(もっと読む)
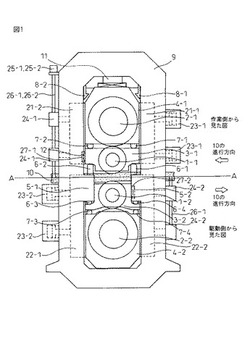
板圧延機およびその制御方法
【課題】圧延後に幅方向反り形状不良を抑え、良好な板形状を得ることができる板圧延機、およびその制御方法を提供する。
【解決手段】知能圧延機において、下作業ロールたわみの目標値を実現するための下作業ロールたわみ調整装置8の制御目標値を圧延条件に応じて演算し、その演算結果に基づいて下作業ロールたわみ調整装置8を制御する。また、上分割補強ロール1−1の荷重検出装置4による荷重検出値から圧延材〜作業ロール間の幅方向圧延荷重分布および/または当該圧延機出側の幅方向板厚分布を推定し、所望の幅方向圧延荷重分布または幅方向板厚分布を達成するための上補強ロール圧下位置制御装置14の制御目標値を演算し、その演算結果に基づいて上補強ロール圧下位置制御装置14を制御する。
(もっと読む)
厚鋼板の製造方法
【課題】疵の発生を抑制しつつ歩留りを向上させることが可能な厚鋼板の製造方法を提供する。
【解決手段】伸ばし長さ比を用いて最低フィッシュテール成長量を算出する成長量算出工程と、仕上圧延の終了時における厚鋼板のフィッシュテール成長量を最低フィッシュテール成長量以上にする、エッジング圧延における総幅圧下量、を算出する総幅圧下量算出工程と、仕上圧延の終了時における厚鋼板の長手方向先後端の幅落ち量が略同一となるように、算出された総幅圧下量を、エッジング圧延における往パスの幅圧下量とエッジング圧延における復パスの幅圧下量とに配分して、往パスの幅圧下量と復パスの幅圧下量とを特定する幅圧下量特定工程と、往パスの幅圧下量及び復パスの幅圧下量の下でエッジング圧延を行うエッジング圧延工程と、を備える厚鋼板の製造方法とする。
(もっと読む)
圧延材の平面形状制御方法および平面形状制御装置ならびに厚鋼板の製造方法
【課題】膨大な補正テーブルを人手で調整するような負荷をかけることなく、大域において合致する精度のよいモデルを操業条件の変化などに対しても簡便な調整で得て、良好な平面形状を得ることができる、圧延材の平面形状制御方法および平面形状制御装置を提供することを目的とする。
【解決手段】圧延後の平面形状のモデル推定値を算出する平面形状算出手段と、過去実績データが蓄積された実績データベースから、類似した過去実績データを選択する類似データ選択手段と、選択した過去実績データの平面形状のモデル推定値と形状計実績値との誤差およびその類似度を用いて平面形状補正量を求める平面形状補正量算出手段と、該平面形状補正値にて新規圧延材の平面形状のモデル推定値を補正する平面形状補正手段と、補正した平面形状にて再度、平面形状制御計算を行って制御量を算出する制御量算出手段と、を備える。
(もっと読む)
厚板圧延方法及び厚板圧延装置
【課題】圧延後の鋼板の平面形状を適切に制御することが可能な厚板圧延方法及び厚板圧延装置を提供する。
【解決手段】本発明に係る厚板圧延方法は、クロップ長モデルにより圧延前の厚板S1の圧延方向又は幅方向の板厚偏差を設定する際に、出力となるクロップ長から目標とするクロップ長を減算した値の二乗の和を評価関数として、評価関数が最小となるように圧延前の厚板S1の圧延方向又は幅方向の板厚偏差を求め、求められた圧延前の厚板S1の圧延方向又は幅方向の板厚偏差により、前記圧延後の厚板S2の平面形状を制御する。
(もっと読む)
熱間圧延方法
【課題】熱間圧延における被圧延材の穴あきを特別な設備や計測器を付加することなく、より簡易かつ確実に防止できる熱間圧延方法を提供する。
【解決手段】各圧延スタンドにおけるトルク/荷重比を検出し、その比の増加変動によって被圧延材の形状不良を検知するとともに、被圧延材の形状不良を検知した場合には、当該圧延スタンドについて、形状制御手段を中伸びが解消する方向に操作すること、入側張力を増加させること、出側張力を減少させることの三つの手段に基づいて被圧延材の穴あきを防止する。
(もっと読む)
差厚鋼板の平面形状制御方法
【課題】
厚板圧延の差厚鋼板の製造に際し、厚みの異なる先尾端のクロツプ形状制御を実現する差厚鋼板の平面形状制御方法の提供を目的とする。
【解決手段】
長手方向の先尾端で板厚が異なる差厚鋼板の圧延において、幅出し圧延最終1パス前に異厚圧延を行い、幅出し圧延最終パスにおいて圧延方向に、厚さ変化を与えて、被圧延材のサイドクロツプを制御し、その後差厚仕上げ圧延を行うことを特徴とする差厚鋼板の平面形状制御方法。
(もっと読む)
リバース圧延機
【課題】 リバース圧延機において、最終圧延通過後の被圧延材の板平坦度又は断面形状の目標値からのずれをできるだけ抑制することにある。
【解決手段】該圧延材1を挟持して圧延する上下のワークロール2と、該上下のワークロール2を支持する支持ロール7と、該上下のワークロール2に作用して被圧延材1の断面形状を制御する板形状調節手段3,4,5と、目標平坦度及び目標断面形状の少なくとも一方からなる目標板形状に基づいて予め定められた各圧延時の板形状制御量に従って、各圧延時に前記板形状調節手段3,4,5を制御する制御部8と、後半以降の最終圧延前の前記被圧延材1の板形状に基づいて、前記目標板形状が得られるように前記予め定められた最終圧延時の板形状制御量の修正値を算出して制御部に出力する演算部9と、を備え、前記制御部8は、前記演算部9が算出した前記修正値に基づいて、最終圧延時に前記板形状調節手段3,4,5を制御する。
(もっと読む)
冷間圧延における潤滑油供給方法およびその装置
【課題】潤滑油供給制御の応答性に優れ、焼付き疵のない高品質の製品を製造することができる冷間圧延における潤滑油供給方法を提供する。
【解決手段】融点が20℃以上の潤滑油原液をロールバイト入側に供給する潤滑油供給方法であって、潤滑油タンク20と潤滑油供給管24に加熱装置23、27を設置して潤滑油を液体の状態で供給し、摩擦係数や先進率に応じて温度制御によりロールバイトへの油量を制御する。また、板幅方向に複数の潤滑油ノズル32を配置して板形状検出装置からの出力に基づいて幅方向に温度制御を実施し、板形状を制御することも可能である。
(もっと読む)
金属薄板圧延における板形状制御方法
【課題】比較的安価で高精度に板形状を制御できる金属薄板圧延における板形状制御方法を提供することを目的とする。
【解決手段】圧延機の入側で、光沢検出器を用いて被圧延材の光沢分布を検出し、該光沢分布から前記被圧延材の伸び差率を演算し、該伸び差率に基づいて、形状操作量を演算・出力することを特徴とする金属薄板圧延における板形状制御方法であるとともに、工業用テレビジョンを光沢検出器として用いて撮像した画像の輝度情報から光沢分布を求める。
(もっと読む)
スキンパス圧延機およびその圧延方法
【課題】エッジドロップを有する金属ストリップを圧延機入側で潤滑油を供給しながらあるいは無潤滑で軽圧下圧延した後に条切りしてもキャンバーの発生しない製品を製造することが可能なスキンパス圧延機およびその圧延方法を提供する。
【解決手段】エッジドロップを有する金属ストリップを圧延するスキンパス圧延機である。フラット型または放物線パターンの凸型クラウンを有するバックアップロールと、ロール軸方向の片側において金属ストリップの端部近傍からロール端部に向かってロール径が増大するクラウンを有するワークロールと該ワークロールのロール軸端部に垂直方向のベンディング力を付加する装置を有する。この圧延機は、該ワークロールをそのロール軸方向にシフトするシフト装置を必要に応じて備える。また、上ワークロール及び上バックアップロールからなる上ロール対と、下ワークロール及び下バックアップロールからなる下ロール対を交差させる装置を必要に応じて備える。
(もっと読む)
多段圧延スタンド、特に20ロール送り圧延機構において冷間圧延の特殊鋼ストリップ或いは特殊鋼箔の平坦度及びストリップ応力又はそのいずれかの一方を測定制御する方法と装置
【課題】
正確に測定され且つ分析された平坦度誤差に基づいてそれぞれの調整部材の変更された調整状況を達成させ、それによって最終製品のより高い平坦度を得るので、圧延速度も増加され得ること。
【解決手段】
複数の調整部材(3)を包含する少なくとも一つの制御回路(4)を備えて、多段圧延スタンド(2)の冷間圧延にて特殊鋼ストリップ(1)平坦度及びストリップ応力又はそのいずれかの一方を測定制御する方法と装置は、平坦度誤差(10)が応力ベクトル(8)と所定基準曲線(9)との比較によって検出され、その後に平坦度誤差(10)の経過がストリップ幅(7)にわたり分析構成部材(11)で数学的に近似されて関係量の応力ベクトル(8)に分解され、実数値によって決定された平坦度誤差関係量(C1...Cx)はそれぞれの調整部材(3)を作動するそれぞれ付属する制御モジュール(12a,12b)に供給されることによって正確な制御と制御を保証する。  (もっと読む)
(もっと読む)
1 - 14 / 14
[ Back to top ]