
Fターム[4E024AA06]の内容
Fターム[4E024AA06]に分類される特許
1 - 20 / 35
熱間圧延設備
【課題】被圧延材のウェッジ比率を変化させる仕上圧延スタンドを特定し、適切に被圧延材の蛇行を防止することができる熱間圧延設備を提供する。
【解決手段】熱間圧延ラインの各仕上圧延スタンド間で、被圧延材8の尾端平面形状をそれぞれ検出し、検出した尾端平面形状から各仕上圧延スタンド出側での被圧延材8のウェッジ比率を算出する。そして、入側と出側とでウェッジ比率が許容値以上変化している仕上圧延スタンドを特定し、そのウェッジ比率変化量に基づいて、ウェッジ比率を抑制すべく、特定した仕上圧延スタンド及び当該仕上圧延スタンドよりも下流側に配置された仕上圧延スタンドの少なくとも1つの作業側と駆動側とのロール開度差を補正する。
(もっと読む)
金属板材の圧延装置および圧延方法

【課題】本発明は:作業ロールチョックの軽微な改造のみで配備可能であり、プロジェクトブロックを含むハウジングの大規模な改造が不要であり;圧延する板材の板厚が変化しても、作業ロールチョックに作用する弾性歪を正確に常に測定することが可能であり;そして、その弾性歪に対応する圧延方向力に簡便且つ高精度に換算でき、その圧延方向力に基づいて、高精度の蛇行・キャンバー制御、反り制御、および零点調整が実現できる、圧延装置および圧延方法を提供する。
【解決手段】少なくとも上下一対の作業ロールと補強ロールとを有する圧延装置において、前記作業ロールの作業側ロールチョックおよび駆動側ロールチョックのそれぞれに発生する圧延方向の弾性歪を測定する歪測定手段、および前記測定された弾性歪に対応する圧延方向力に換算する歪換算手段を備えていることを特徴とする圧延装置、および該装置を用いて実施できる圧延方法。
(もっと読む)
金属板材の圧延装置および圧延方法
【課題】本発明は:作業ロールチョックの軽微な改造のみで配備可能であり、プロジェクトブロックを含むハウジングの大規模な改造が不要であり;圧延する板材の板厚が変化しても、作業ロールチョックに作用する弾性歪を正確に常に測定することが可能であり;そして、その正確に測定された弾性歪に基づいて、高精度の蛇行・キャンバー制御、反り制御、および零点調整が実現できる、圧延装置および圧延方法を提供する。
【解決手段】少なくとも上下一対の作業ロールと補強ロールとを有する圧延装置において、前記作業ロールの作業側ロールチョックおよび駆動側ロールチョックの入側および出側に発生する圧延方向の弾性歪を測定する歪測定手段を備えていることを特徴とする圧延装置、および該装置を用いて実施できる圧延方法。特に、前記歪測定手段は測定信号を無線で伝送してもよい。
(もっと読む)
冷間圧延機における出側形状制御方法
【課題】急激な外乱があった場合にも、形状を乱さずに圧延することができる冷間圧延機における出側形状制御方法を提供する。
【解決手段】多スタンドを備えた冷間圧延機の第iスタンド出側の差張力Tdiを求め、この差張力Tdiに基づいて(数1)の式により推定形状評価値Λ´を演算し、その値を最終スタンドにフィードフォワードしてその圧下レベリング量を変更する。差張力とは、ストリップ両端の幅方向張力差を意味するものである。
【数1】 (もっと読む)
(もっと読む)
金属板材の圧延機および圧延方法
【課題】上下作業ロール間の開度を大きく取ることができ、かつ強力なロールベンディング力を付与についても容易に達成できるとともに、キャンバー及び反りのない金属板材を安定して製造でき、高精度の零点調整を可能とする圧延機、及び圧延方法を提供する。
【解決手段】上下作業ロールにそれぞれインクリースベンディング力を負荷する油圧シリンダーが、圧延機ハウジングの内側に突出したプロジェクトブロックに配備され、
上作業ロール胴部に負荷される圧延方向力が、前記プロジェクトブロックの上方に位置する圧延機ハウジングウィンドウと上作業ロールチョックとの接触面によって支持され、
前記作業ロールチョックの圧延方向入側、出側のいずれか一方に、該作業ロールチョックを該圧延機ハウジングウィンドウとの接触面に圧延方向に押しつけるための装置を有すること等を特徴とする、金属板材の圧延機、及びこの圧延機を用いた圧延方法。
(もっと読む)
圧延制御方法および圧延制御装置
【課題】制御能力を低下させずに装置寿命を延ばすことが可能な圧延制御方法および圧延制御装置の提供。
【解決手段】圧延機Fn,Fn+1における鋼板Pの蛇行量を蛇行センサ3により検出し、C1級関数の状態フィードバックによるスライディングモード制御により、鋼板Pの蛇行量から圧延機Fn,Fn+1の圧下レベリング操作量をスライディングモード制御コントローラ4により算出し、算出された圧下レベリング操作量に基づいて油圧制御装置5により圧延機Fn,Fn+1の圧下装置24の圧下レベリングを操作する。
(もっと読む)
金属板材の圧延方法および圧延装置
【課題】金属板材の圧延方法および圧延装置に関し、特に、キャンバーのない、あるいは極めてキャンバーの軽微な金属板材を安定して製造することのできる、金属板材の圧延方法および圧延装置を提供する。
【解決手段】少なくとも作業ロールと補強ロールとを有する圧延機と、該圧延機の入側に配備された、被圧延材を挟持するピンチロールとからなる圧延装置を用い、前記作業ロールの作業ロールチョックの作業側と駆動側の双方で検出した圧延方向力の作業側と駆動側との差異、および前記ピンチロールのピンチロールチョックの作業側と駆動側の双方で検出した圧延方向力の作業側と駆動側との差異、の何れか一方もしくは双方を演算し、前記圧延方向力の作業側と駆動側との差異に基づいて前記圧延機のロール開度の左右非対称成分を制御することを特徴とする、金属板材の圧延方法およびその圧延装置。
(もっと読む)
熱延鋼帯の製造方法
【課題】ロールギャップ測定装置によるロールギャップ測定値を利用し、熱間圧延時のウェッジやキャンバーを低減して良好な寸法精度の熱延鋼帯を得ることができるとともに、圧延中の絞りや疵を防止することができ、これにより優れた品質の熱延鋼帯を高い歩留まりで効率的に製造する。
【解決手段】熱間圧延時に、ロールギャップ測定装置Aにより圧延機ワークロール1a,1bの操作側と駆動側のロールギャップを測定し、この操作側と駆動側のロールギャップの比率が目標値となるように、圧延機ワークロールのレベリング制御を行う。
(もっと読む)
リバース圧延機での蛇行制御方法
【課題】リバース圧延機で圧延材の蛇行を確実に無くす。
【解決手段】本発明の蛇行制御方法は、圧延前における圧延材のキャンバ量を基に、圧延中の圧延材の蛇行量を制御するものであり、特に、圧延材のキャンバ量と当該圧延材を圧延した際に発生する蛇行量との関係を予め求めておくと共に、前記発生した蛇行量と当該蛇行量を補償する圧延機のレベリング量とを求めておき、圧延材のキャンバ量に応じて、圧延機のレベリング量を調整するものである。
(もっと読む)
熱延鋼帯の製造方法
【課題】ロールギャップ調整用の油圧アクチュエータを有しない熱間圧延機により被圧延材を圧延する際に、安定したロールギャップ制御を行うことができ、被圧延材の曲がりやウェッジによる通板トラブルを生じることなく、良好な形状を有する熱延鋼帯を安定して製造する。
【解決手段】上下ワークロールの左右のロールギャップを各々測定するロールギャップセンサーを設け、このロールギャップセンサーを用いて圧延時の上下ワークロールの左右ロールギャップ差δdfを計測し、当該圧延における左右ロールギャップ差δdfに基づき、次材圧延における左右ロールギャップ差δdfが許容値(但し、許容値が零の場合を含む。)以下となるように、非圧延時において左右圧下スクリュー位置を調整する。
(もっと読む)
板圧延機のレベリング設定方法
【課題】加熱後のスラブの表面温度を実測することなく、しかもスラブの最初のパスに適用できるキャンバの制御、低減に有効な板圧延機のレベリング設定方法を提供すること。
【解決手段】加熱後のスラブの長さとキャンバ量からスラブの長手方向曲率を求め、次いで予め定められたスラブの長手方向曲率とスラブの幅方向温度偏差の関係を用いて前記スラブの長手方向曲率から前記スラブの幅方向温度偏差を算出し、さらに予め定められたスラブの幅方向温度偏差と圧延機のレベリング量の関係を用いて前記スラブの幅方向温度偏差から圧延機のレベリング量を算出し、これをレベリング量の設定値とすることを特徴とする板圧延機のレベリング設定方法。
(もっと読む)
板圧延方法
【課題】圧延機の上下および左右(作業側、駆動側)における作業ロールのオフセット量の変動を抑制し、被圧延材の反りや蛇行、キャンバー等の圧延不安定現象を防止することが可能な板圧延方法を提供する。
【解決手段】作業ロール1a,1bが被圧延材6を噛み込む前に、該作業ロール1a,1bに、目標とする板クラウンと板形状の少なくとも一方を得るのに必要なロールベンディング力の設定値以上かつ該設定値の予め定めた所定倍のロールベンディング力をロールベンディング力付与機構5により与えておき、作業ロールベアリング1a,1bに垂直方向の拘束力を付与することによって、被圧延材6が作業ロール1a,1bに噛み込む際の衝撃荷重による作業ロールオフセット量の変動を抑制する。
(もっと読む)
熱間仕上圧延における蛇行防止方法、および、それを用いた熱延金属板の製造方法
【課題】熱間圧延ラインの仕上圧延機での圧延における被圧延材の蛇行を防止できる方法、および、それを用いた熱延金属板の製造方法、そして、好ましくは、クロップ形状認識装置を設置して熱間圧延ラインの仕上圧延機での圧延における被圧延材の蛇行を防止するにあたり、その設置数を減らせる方法、および、それを用いた熱延金属板の製造方法を提供する。
【解決手段】熱間圧延ラインの仕上圧延機の入側および/または圧延機間にて、被圧延材8の長手方向端部の平面形状を測定し(30,31)、該平面形状からウエッジ比率を求め、蛇行を防止すべく仕上圧延スタンドの作業側と駆動側のロール開度差dSを設定する。
(もっと読む)
溶接部の圧延方法
【課題】 順次溶接して接続される複数の鋼帯の連続圧延時に、横曲がりを有する溶接部の圧延速度低下を抑制して圧延能率を向上することができる溶接部の圧延方法を提供する。
【解決手段】 鋼帯同士の溶接部を検出し、その走行位置をトラッキングする(a1,a2)。溶接部の横曲がり量を検出し、横曲がり量に応じて溶接部の圧延速度を選定する(a3〜a5)。溶接部が圧延前の所定位置に達すると横曲がり量に応じて選定される圧延速度まで低速化するように調整する(a6,a7)。溶接部が圧延された後、所定位置に達すると圧延速度を調整前に復帰させる(a8,a9)。
(もっと読む)
金属板材の圧延方法及び圧延装置
【課題】 従来より安定して蛇行やキャンバーのない金属板材を製造する連続スタンドの圧延機における圧延方法及び圧延装置を提供すること。
【解決手段】 少なくとも作業ロールと補強ロールとを有する金属板材の圧延機を用いて行う金属板材の圧延方法において、前記作業ロールの作業側と駆動側のロールチョックに作用する圧延方向力を測定し、被圧延材の前記圧延機の中心からのずれ量を圧延機の入側と出側の双方またはどちらか一方で測定し、被圧延材の張力を圧延機の入側と出側の双方またはどちらか一方で測定し、作業側及び駆動側の前記圧延方向力、前記ずれ量並びに前記張力に基づいて左右非対称成分制御量を求め、当該制御量に基づいて前記圧延機のロール開度の左右非対称成分を制御することを特徴とする、金属板材の圧延方法及びその圧延装置。
(もっと読む)
金属板材の蛇行防止圧延方法
【課題】金属板材の圧延過程で、金属板素材の形状とワークロールの圧延方向のオフセット量を考慮した適正なレベリング制御を行なうことにより、蛇行を防止する圧延方法を提供することである。
【解決手段】冷間リバース圧延等の圧延過程における金属板材2のレベリング制御を、金属板素材の形状と圧下率に起因する圧延蛇行量Q1から求めたレベリング量G1に、ワークロール1a、1bの圧延方向のオフセットに起因する蛇行量Q2から求めたレベリング量G2を加えた蛇行修正レベリング量Gに基づいて行なうようにした。レベリング制御を、圧延蛇行量Q1に、作業側(WS)と駆動側(DS)で、大きい圧下量のアンバランスを引き起こすオフセット蛇行量Q2を加えた蛇行量に基づいて行なうことにより、蛇行を効果的に防止することが可能となり、圧延歩留および圧延能率の向上に寄与できる。
(もっと読む)
圧延中鋼板のキャンバー量の算出方法及び鋼板の製造方法
【課題】鋼板を圧延する際の鋼板キャンバー形状を、圧延作業を妨げることなく、正確に且つ、低コストで測定し、キャンバー発生を抑制することができる、圧延中鋼板のキャンバー量の算出方法及び鋼板の製造方法を提供する。
【解決手段】ワークロール(1、2)を備える圧延機(5)による鋼板(6)の圧延中に、鋼板(6)のキャンバー量を算出する方法であって、圧延機(5)の入側で、ワークロール(1、2)の幅方向中央と鋼板(6)の幅方向中央とが一致するように位置を制御された鋼板(6)を、圧延する、圧延工程と、圧延工程後に、圧延機(5)の出側の、圧延機(5)から所定距離離れた位置で、圧延された鋼板(6)のオフセンター量を測定する測定工程と、測定工程で測定されたオフセンター量を用いて、圧延された鋼板(6)のキャンバー量を導出するキャンバー量導出工程と、を備える、圧延中鋼板のキャンバー量の算出方法とする。
(もっと読む)
金属板材の圧延方法および圧延装置
【課題】 従来より安定してキャンバーのない金属板材を製造する圧延方法および圧延装置を提供すること。
【解決手段】 少なくとも作業ロールと補強ロールとを有する金属板材の圧延機を用いて行う金属板材の圧延方法において、前記作業ロールの作業側と駆動側のロールチョックに作用する圧延方向の力を測定し、該圧延方向力の作業側と駆動側との差異および該圧延方向力の作業側と駆動側との和を演算し、該圧延方向力の和と、圧延方向力の差異と圧延方向力の和との関係に基づき該圧延方向力の差異を補正し、この補正した圧延方向力の差異に基づいて前記圧延機のロール開度の左右非対称成分を制御することを特徴とする、金属板材の圧延方法及び、この方法を実現する圧延装置。
(もっと読む)
金属板の熱間圧延方法
【課題】被圧延材の板厚プロフィルが幅方向に非対称な場合、また、圧延機の作業側と駆動側での弾性変形量に差がある場合でも、被圧延材の蛇行の発生を抑制する。
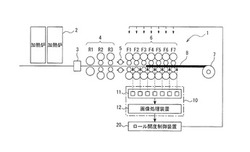
【解決手段】粗圧延後の被圧延材1の作業側と駆動側の板厚差を測定し、仕上圧延機18の第1圧延機F1で圧延後の板厚プロフィルが、作業側と駆動側とで線対称となることを目標に、第1圧延機F1の作業側と駆動側の上下のワークロール2の間隙の差を調整するとともに、第1圧延機F1の入側のサイドガイド182によって被圧延材1の幅中央が熱間圧延ライン100の中央に一致することを目標に案内しながら、第1圧延機F1で被圧延材1の先端を圧延開始し、それ以降の各圧延機F2〜F7では、作業側と駆動側とで実質的に等しいワークロールの間隙に調整するとともに、被圧延材1の先端を圧延開始し、以降、被圧延材1の尾端が該仕上圧延機18の最終圧延機F7を抜けるまで、圧延を継続する。
(もっと読む)
ロールギャップを制御する方法と装置
本発明は、少なくとも2つのロール(3a−b、4a−b)、及びロールギャップの大きさを個別に制御する少なくとも2つのロールギャップアクチュエータ(6、7)を含む圧延装置でストリップ(1)を圧延するときにロールギャップを制御する方法と装置に関する。本装置は、ストリップの幅方向の板厚プロフィルにおけるくさび形状の傾斜の大きさに関する情報(POSactOS、POSactDS)を受信し、前記板厚プロフィルにおけるくさび形状の傾斜の大きさに関する情報に基づいて、圧延装置の両側でストリップの圧下率がほぼ同じになるように前記アクチュエータを制御する。  (もっと読む)
(もっと読む)
1 - 20 / 35
[ Back to top ]