
Fターム[4E029BA03]の内容
Fターム[4E029BA03]に分類される特許
1 - 8 / 8
熱処理型Al−Zn−Mg系アルミニウム合金押出材の製造方法
【課題】熱処理型Al−Zn−Mg系アルミニウム合金押出材の製造方法、特に押出直後にダイクエンチし次いで時効処理する場合において、押出材の強度低下及び材料特性のバラツキを防止する。
【解決手段】Zn:4.0〜8.0質量%、Mg:0.5〜2.0質量%、Cu:0.05〜0.5質量%、Ti:0.01〜0.1質量%と、さらにMn:0.1〜0.7質量%、Cr:0.1〜0.5質量%、Zr:0.05〜0.3質量%のうち1種又は2種以上を含み、残部Al及び不可避不純物からなるアルミニウム合金鋳塊を、均質化処理後、冷却することなく均質化処理温度で押し出し、押出材を冷却速度100℃/min以上でダイクエンチ後、人工時効処理を施す。均質化処理は、430〜500℃の均質化処理温度まで加熱速度750℃/hr未満で加熱するか、又は、前記均質化処理温度まで加熱し、同温度で3hr以上保持することで行われる。
(もっと読む)
押出加工方法及び押出加工装置
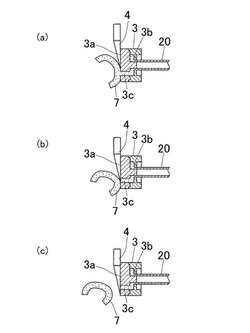
【課題】良好な外観と小さい表面粗さの押出材を製造できる押出加工方法を提供する。
【解決手段】押出加工方法は、コンテナ1内のビレット6をステム2により押圧することにより、ビレット6を押出ダイス3内に通過させて押出材20を成形するビレット押圧工程と、コンテナ1によるディスカード7の外周面の拘束を解除した後で又は解除しながら、ディスカード7をその厚さ方向にステム2により押圧することにより、ディスカード7の厚さを減少させるディスカード減厚工程と、ディスカード減厚工程の後で、ディスカード7を切除するディスカード切除工程と、ビレット押圧工程の前に、ステム2のビレット6への押圧面2zとビレット6の上流側端面6zとの少なくとも一方に、押圧面2zにディスカード7が付着するのを防止する離型剤8を塗布する離型剤塗布工程と、を含む。
(もっと読む)
マグネシウム合金から形成される小型薄壁チューブを製造する方法

本発明は、医学的応用または医療用品(特にステント)のために小型薄壁チューブを製造する方法に関連し、特に生体再吸収可能なマグネシウム合金の金属片を変形して小型チューブを製造し、その後小型チューブは医療目的で用いられ、またはステントのような医療用品が製造され得る。1工程で高精度の小型チューブを製造可能とするために、本発明によれば基体3および基体3に対してテーパ形状のマンドレル4を有する雄金型2とブラインドホールまたは抜け穴を有する金属片とが用いられ、金属片のブラインドホールまたは抜け穴の直径はマンドレル4の外径以上であり、その後金属片は雄金型2とともにマンドレル4により少なくとも一部が、受容領域6および対向領域7を有する、雌金型5を通過するように押圧され、小型チューブを形成するために対向領域7はマンドレル4の外径以上で金属片の外径未満の自由直径を有する。 (もっと読む)
アルミニウム押出し加工における加熱された鋳塊セグメントの溶接方法
金属押出し加工において加熱された金属鋳塊を加工する方法。各鋳塊の残材は、後続の鋳塊と接続される。具体的には、2つの鋳塊セグメントの当接させた端部が、鋸切断機と整列される。鋸切断機が作動すると、当接させた端部の双方から同時に材料が取り除かれる。鋳塊セグメントを互いに回転させることによって切断された端部が摩擦溶接されて一体となる。この方法によれば、事実上エンドレスな加熱された円柱状鋳塊が作成され、鋳塊残材がなくなる。  (もっと読む)
(もっと読む)
熱間穿孔用中空ビレットおよび熱間押出製管用ビレットの製造方法、並びに熱間押出製管用ビレットを用いた熱間押出管の製造方法。
【課題】予備加工として穿孔加工を施した後に熱間押出に供される製管用ビレットに発生する偏肉を抑制し、それにともなう寸法不良や製管時の傷等を防止する。
【解決手段】コンテナ内に装入され、上方からプラグを用いた熱間穿孔により製管用ビレットに加工される穿孔用ビレットであり、穿孔用ビレットの下端面からの高さh(mm)が、穿孔用ビレットの高さH(mm)に対し下記(1)式を満足する範囲にあり、前記高さh(mm)の位置における、熱間穿孔温度に加熱された前記熱間穿孔用中空ビレットの直径Db(mm)と前記コンテナ内径Dc(mm)との関係が下記(2)式を満足し、かつ前記穿孔用ビレットの最大径Dm(mm)と下端部径d(mm)との関係が下記(3)式を満足する穿孔用ビレットおよび製管用ビレットの製造方法等である。2/3H≦h≦H・・・(1)、Dc−Db ≦4mm・・・(2)、Dm−d ≦5mm・・・(3)
(もっと読む)
ナノサイズ/サブミクロン均質粒状組織を有する構造構成部品を形成する方法
【課題】側面を有する被加工材料内にナノ/サブミクロンサイズ粒子を作る方法を提供する。
【解決手段】金型(30)は、縦方向軸線を有する入口チャネル(38)と、出口チャネル(40)とを有し、入口チャネル(38)及び出口チャネル(40)は、略直角形状であり金型空洞(36)と連通している。本方法は、被加工物に対して相補的寸法を有する第1の犠牲材料を調製するステップと、入口チャネル(38)に縦方向軸線と位置合わせされて、第1の犠牲材料及び被加工物を置くステップとを有し、入口チャネル(38)及び出口チャネル(40)の交差部を通して第1の犠牲材料及び被加工物の組合せ体を押出すステップを有する。生じた剪断変形により、被加工物内にナノ/サブミクロンサイズ粒子が形成される。この構成は、摩擦作用を低下させ、それによって均質ナノ粒子組織を生成する。
(もっと読む)
表面性状に優れたアルミニウム合金押出材とその製造方法、および熱交換器用多孔管ならびに該多孔管を組み込んだ熱交換器の製造方法
【目的】薄肉化された多孔管を高い限界押出速度で押出加工することが可能で、押し出されたチューブの表面に堆積物が付着する問題もなく、とくにアルミニウム合金製自動車用熱交換器の構成部材として好適に使用できる表面性状に優れたアルミニウム合金押出材を提供する。
【構成】Mn:0.8〜1.6%、Si:0.4〜0.8%を含有し、Mnの含有量とSiの含有量の比(Mn%/Si%)を0.7〜2.4とし、残部Alと不可避的不純物らなる組成を有し、マトリックス中に分散している粒径(円相当直径)0.1〜0.9μmの金属間化合物の数が2×105個/mm2以上であることを特徴とする。
(もっと読む)
アルミニウム−亜鉛−マグネシウム−銅の合金の押し出し品
改善された強度及び破壊靭性を有するアルミニウム合金の押し出し品の製品であって、アルミニウムが主材料の合金は、1.95から2.5重量%のCu、1.9から2.5重量%のMg、8.2から10重量%のZn、0.05から0.25重量%のZr、最大0.15重量%のSi、最大0.15重量%のFe、最大0.1重量%のMn、残りのアルミニウム、並びに偶発的な元素及び不純物で構成される。  (もっと読む)
(もっと読む)
1 - 8 / 8
[ Back to top ]