
Fターム[4E029MB04]の内容
Fターム[4E029MB04]に分類される特許
1 - 7 / 7
回転ホイール式連続押出装置、フローガイド及び金属押出材の製造方法

【課題】回転ホイール式連続押出装置において押出成形される金属押出材の品質向上を図る。
【解決手段】回転ホイール10の外周面に形成された溝11の一部をシュー14及びフィードプレート15の内周面で覆って形成した素材案内通路16と、この下流端を塞ぐように溝11内に突設されたアバットメント17と、フィードプレート15に形成されて素材案内通路16の下流端に開口する素材案内孔19と、フィードプレート15の内周面と反対側の外面側に配置されて素材案内孔19に連通される成形孔25を形成したダイス22とを備える回転ホイール式連続押出装置において、フィードプレート15とダイス22との間に設けられる素材案内孔19と成形孔25とを連通する孔部26を形成したフローガイド21が設けられ、孔部26の内面を、素材案内孔19と成形孔25とを滑らかに接続するテーパ面28とする。
(もっと読む)
連続押し出し装置

連続押し出し装置の押出し軸組み立て体は、チャンバー16内の内部空間に各出口開口部10が接続する一対の放出口27に隣接しチャンバー16内に位置する中心に間隔を有する軸30で形成され、耳たぶ状でキノコ型の当て盤28と、環状の押し出し間隙44を形成するため押し出しダイス体20上の環状肩部42と共に動く首部40の周囲のカラー38にまとめられた前面と外端部36と前記軸30から拡がる後面34とを有する一対の耳たぶ状形成部32とを含み、各耳たぶ状形成部32は押し出し材料に抗する摩擦面が耳たぶ状の当て盤28の周囲に十分均一であるよう輪郭が形成されている。放出口27と前記間隙44の間の個々の通路は耳たぶ状形成部32の後面、端部、前面の各表面で測定される長さと十分等しい。直径最大150mmで壁の厚みが1mmから4mmまでの押し出しアルミニウム円筒形チューブが不連続となることを回避して形成されるだろう。 (もっと読む)
回転ホイール式連続押出装置及び金属押出材の製造方法
【課題】ダイスとフィードプレートとの隙間から流出されるバリが装置の構成部材を傷付けたり隙間に入り込んで装置の駆動を妨害したりすることなく、またバリ除去作業に作業者の手間を要することなく、長期に亘り安定して金属押出材の生産を行うことが出来る回転ホイール式連続押出装置及び金属押出材の製造方法を提供することにある。
【解決手段】回転ホイール1の外周面に設けられた溝2の一部を複数のシュー4及びフィードプレート4aの各内周面で覆って形成した素材案内通路6と、この素材案内通路6の下流端に配設されるフィードプレート4aの外面に当接して配置されるダイス7とを備える回転ホイール式連続押出装置10において、前記ダイス7は、そのフィードプレート4aと当接する面の側縁にこの当接面から流出するバリの進行方向を変えるバリ排出用突起7aを備えることを特徴とする。
(もっと読む)
回転ホイール式連続押出装置及び金属押出材の製造方法
【課題】円滑に押出加工をするための加熱が簡便且つ効率良く行われ安定した金属押出材の生産を行う事が出来る回転ホイール式連続押出装置及び金属押出材の製造方法を提供する。
【解決手段】回転ホイール1の外周面に設けられた溝2の一部を複数のシュー4及びフィードプレート4aの各内周面で覆って形成した素材案内通路6と、この素材案内通路6の下流端に配設されるフィードプレート4aの外面に当接して配置されるダイス7と、このダイス7のフィードプレート4a側と反対側の面に重ねて配置される複数のバックアップリング8とを備える回転ホイール式連続押出装置10において、ヒーターブロック22が、前記ダイス7と前記フィードプレート4aとを挟むようにその両側部に延在し、該ヒーターブロック22の放熱面が該ダイス7と該フィードプレート4aとに近接されて配置され、前記ヒーターブロック22にヒーター21が埋設されていることを特徴とする。
(もっと読む)
細長い物品の製造
最初に、外面がプラスチックからなるコアが成形されるように、細長い物品が、成形される。次に、管状の金属層が、シームレスであるように押し出し成形される。金属層が押し出し成形されるとき、隙間(16)が、金属層とコアとの間に与えられる。金属層が冷却された後に、コアの外面は、金属層の内面に接触される。接着作用が、これらコアと金属層との間に与えられ、そして、これらコアと金属層とを一緒に圧縮する永久的な圧縮力が、与えられる。 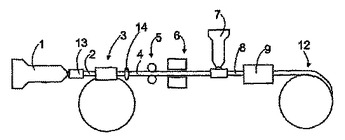 (もっと読む)
(もっと読む)
コンフォーム式押出ダイス
【課題】 高速押出時の押出ダイスに掛かる圧力を軽減させ、温度上昇を抑え、中柱の欠損と、製品表面の剥がれを生じる事無く、押出速度を向上する。
【解決手段】 使用する押出ダイスのオス型のダイスを全体の厚さの20〜40%とし、ダイス外径に対しポート径を55〜80%とする事を特徴とする製品1本押出用コンフォーム式押出ダイス。
(もっと読む)
銅および亜鉛を含有する合金の押出成形
本発明は、少なくとも若干量のβ相黄銅を含む合金製品(19)を押出成形によって製造する方法、少なくとも若干量のβ相黄銅を含む合金の押出成形によって製造された合金製品、銅および亜鉛と少なくとも若干量のβ相とを含む合金の押出ダイス(15)、押出成形装置、ならびに押し出し成形用合金の使用に関する。
 (もっと読む)
(もっと読む)
1 - 7 / 7
[ Back to top ]