
Fターム[4E029TA07]の内容
Fターム[4E029TA07]に分類される特許
1 - 8 / 8
継目無管の製造方法
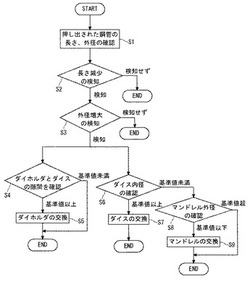
【課題】押出管の外径および肉厚が許容範囲を超えるのを抑制でき、不良の発生率を削減できる継目無管の製造方法を提供する。
【解決手段】熱間押出製管法により複数の中空ビレットを順に押出成形して押出管とする継目無管の製造方法において、押出成形が終了してから次の押出成形を開始するまでの間に検知工程および交換工程を順に行う。検知工程は、順に押出成形された管の長さの傾向を確認して長さ減少を検知する処理および順に押出成形された管の外径の傾向を確認して外径増大を検知する処理を含む。交換工程では、長さ減少および/または外径増大を検知した場合に(A)ダイホルダとダイスとの隙間が基準値以上の場合にダイホルダを交換する処理、(B)ダイスのベアリング部の内径が基準値以上の場合にダイスを交換する処理、(C)マンドレルのトップアップセット部の外径が基準値以下の場合にマンドレルを交換する処理を行う。
(もっと読む)
押出プレス及び押出プレスの制御方法

【課題】押出工程中にビレットが噴出す現象を防止することができるとともに、簡略で安価な構成のビレットの噴出しを防止する手段を備えた押出プレス及び押出プレスの制御方法を提供すること。
【解決手段】メインシリンダ装置を駆動してコンテナに装填したビレットをステムによりダイスから押出して製品を成形する押出プレスにおいて、前記ダイスのコンテナ側端面に前記コンテナのダイス側端面を押圧して形成したコンテナシール面に生じる押出工程中の隙間を計測する隙間計測手段を、前記ダイスのコンテナ側端面外縁部のエンドプラテンに設けた。前記ダイスのコンテナ側端面に前記コンテナのダイス側端面を押圧して形成したコンテナシール面の押出工程中に生じる隙間を計測し、該計測した値が予め定めた許容値の範囲にあるときは、押出速度の設定値を低下させると共に警報を発し、該計測した値が予め定めた許容値を超えたときは、前記押出工程を停止させる。
(もっと読む)
アルミニウム押出材
【課題】ムシレ欠陥を有利に軽減したアルミニウム押出材を提供することを目的とする。
【解決手段】シルバーアルマイト処理後に艶有り電着塗装を施されたアルミニウム押出形材の表面を、押出方向と直交する方向で測定した45°−0°拡散反射率が1.5以上3.0以下、かつ押出方向と平行する方向で測定した45°−0°拡散反射率が0.3以上とする。
(もっと読む)
棒状ワークの切断方法
【課題】棒状ワークをその先端から所定長さに切断する際に、送りローラのスリップ回転駆動によるスリップ痕がワークに形成される不具合を防止することができる棒状ワークの切断方法を提供する。
【解決手段】棒状ワークの切断方法は、ワーク残存長さGに応じて、ワーク40の先端40aがストッパ部材21に当接するように送りローラ13の駆動及び駆動停止を制御する送りローラ制御工程と、ワーク40の先端40aがストッパ部材21に当接した状態でワーク40を切断する切断工程とを含む。
(もっと読む)
半溶融押出成形装置及び方法
本発明は、半溶融押出成形装置及び方法に関し、解決しようとする技術的課題は、低い押出圧力で成形でき、装置の寿命及び製品の強度を向上させ、製造工程中の発火現象を抑制し、保護ガスの使用量を減少させ、また溶接線の形成を抑制することにある。そのために、本発明は、10から30重量%部の半溶融ビレットが格納されるように第1の貫通孔が形成され、第1の貫通孔の外部には半溶融ビレットが等温維持されるようにヒータが設けられたコンテナと、コンテナの前方から第1の貫通孔に挿入されて、半溶融ビレットを後方に加圧するステムと、コンテナの後方に結合され、円周方向の熱変形を防止するために多数の冷却材流出入孔が形成されたダイリングと、ダイリングの内部でコンテナの第1の貫通孔と連通されるとともに相対的に小さい直径を有し、半溶融ビレットを押出する第2の貫通孔が形成され、温度測定のための多数の熱電対挿入孔が形成されたダイ本体と、ダイリングの内部でダイ本体の後方に結合され、押出される半溶融ビレットを固相押出材に相変化させるように、多数の冷却材流出入孔が形成されたダイ本体支持台と、ダイ本体支持台と密着するとともに、ダイリングの後方に結合されたダイ平衡支持台と、ダイ平衡支持台に結合されて、固相押出材を冷却する冷却部と、を含む半溶融押出成形装置を提供する。 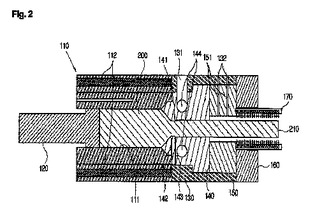 (もっと読む)
(もっと読む)
銅又は銅合金から成る線材を製造するための方法
本発明は、銅又は銅合金から成る線材を連続的に製造するための方法であって、銅又は銅合金を鋳造ビレット(1)の形で準備し、500℃以上の温度で、ダイ(4)が設けられた押出プレス(2)によって、及び相応の引抜きダイスによって、単数又は複数の線材となるように最終的に引抜き加工する形式のものにおいて、イ)ダイ(4)から出た熱い線材(5)を延伸ゾーン(I)において保護ガスによって酸化防止し、ロ)冷却ゾーン(II)において、60℃以上の温度を有する温度調整された水浴(6)で前記線材を冷却し、ハ)水浴から出た後の線材の横断面寸法を測定し、線材に制御された引張力を加え、これにより、線材の横断面寸法の、目標横断面からのずれを、延伸ゾーン(I)における線材の延伸により減じ、ニ)線材を事前に尖らせることなく、分割されたダイス(14)に挿入し、ダイスを閉じ、鋳造ビレットがなくなるまで中断せずに、線材を最終寸法となるように引抜くことを特徴とする。 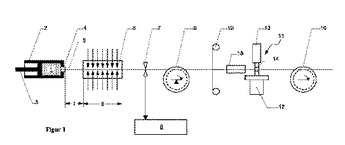 (もっと読む)
(もっと読む)
押出加工方法及び同装置
【課題】押出材の全長に亘って表面性状欠陥のない均質な押出材を製造する。
【解決手段】コンテナに装填される直前の時点で当該ビレットの特に前端部の温度を測定し、この温度の実測値を予め設定された押出し適正温度範囲と比較して、当該適正温度範囲内に実測温度が適合する場合のみ、当該ビレットをコンテナに装填して押出を開始する。
(もっと読む)
アルミニウム合金押出材の製造方法
【課題】安定して同じ形状に曲げ加工ができると共に、塗装焼付けに相当する熱履歴を与えることにより、押出材に対して、ばらつきなく所望の耐力を与えることができるアルミニウム合金押出材の製造方法を提供する。
【解決手段】少なくともマグネシウムとシリコンを含むアルミニウム合金の鋳塊を溶体化処理する工程S12と、前記鋳塊を押出材に押出成形する工程S13と、該押出材を所定の設定された加熱温度条件で予備時効処理を行う工程S16と、を少なくとも含むアルミニウム合金の押出材の製造方法であって、前記製造方法は、押出成形工程S13と予備時効処理工程S16との間に、前記押出材の耐力を測定する工程S14と、該測定した耐力に基づいて前記加熱温度条件を設定する工程S15と、をさらに含む。
(もっと読む)
1 - 8 / 8
[ Back to top ]