
Fターム[4E029VA04]の内容
Fターム[4E029VA04]に分類される特許
1 - 8 / 8
アルミニウム合金及びアルミニウム合金押出材の製造方法
【課題】高平滑な表面を形成することができるアルミニウム合金、アルミニウム合金押出材の製造方法、感光ドラム基体の製造方法、アルミニウム合金押出材、及び、感光ドラム基体を提供する。
【解決手段】アルミニウム合金は、Si:0.03〜0.6質量%、Fe:0.1〜0.7質量%、Cu:0.05〜0.20質量%、Mn:1.0〜1.5質量%、Mg:0.01〜0.1質量%、Zn:0〜0.1質量%、Ti:0〜0.1質量%を含有し、残部Al及び不可避不純物からなる組成を有し、該組成を有するアルミニウム合金製ビレットを押出加工して押出材を製造する。さらに、得られた感光ドラム基体用アルミニウム合金押出管を引抜加工或いはしごき加工して感光ドラム基体を製造する。
(もっと読む)
切粉の回収装置

【課題】押出機による形材の連続製造装置に適用可能とする。
【解決手段】カッタ30の移動方向に配設する吸引ボックス41と、カッタ30と一体の切粉の排出ダクト39aに連通する連結ボックス42とを備え、吸引ボックス41は、負圧源に接続し、連結ボックス42は、吸引ボックス41の気密性を保持しながら吸引ボックス41に沿って相対移動する。
(もっと読む)
キズ防止用治具

【課題】搬送効率及び切断効率を向上させ、押出材2の搬送時に確実に接触キズから保護するキズ防止用治具およびキズ防止方法を提供する。
【解決手段】キズ防止用治具1は、複数の押出材2の並列状態での移送に用い、並列する前記押出材2の間に配置される複数の接触防止板11と、隣接する前記接触防止板11同士を前記押出材2の上方で連結する連結部12と、を備える。
(もっと読む)
銅又は銅合金から成る線材を製造するための方法
本発明は、銅又は銅合金から成る線材を連続的に製造するための方法であって、銅又は銅合金を鋳造ビレット(1)の形で準備し、500℃以上の温度で、ダイ(4)が設けられた押出プレス(2)によって、及び相応の引抜きダイスによって、単数又は複数の線材となるように最終的に引抜き加工する形式のものにおいて、イ)ダイ(4)から出た熱い線材(5)を延伸ゾーン(I)において保護ガスによって酸化防止し、ロ)冷却ゾーン(II)において、60℃以上の温度を有する温度調整された水浴(6)で前記線材を冷却し、ハ)水浴から出た後の線材の横断面寸法を測定し、線材に制御された引張力を加え、これにより、線材の横断面寸法の、目標横断面からのずれを、延伸ゾーン(I)における線材の延伸により減じ、ニ)線材を事前に尖らせることなく、分割されたダイス(14)に挿入し、ダイスを閉じ、鋳造ビレットがなくなるまで中断せずに、線材を最終寸法となるように引抜くことを特徴とする。 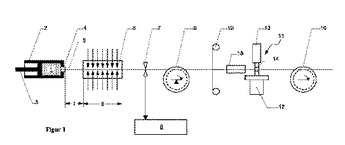 (もっと読む)
(もっと読む)
アルミニウム合金押出材の製造装置
【課題】曲げ加工の精度を向上させると共に、塗装焼付け後にばらつきの少ない所望の材料強度を得ることができるアルミニウム合金押出材を製造する装置を提供する。
【解決手段】加熱されたアルミニウム合金の鋳塊から押出材Mに押出成形する押出機71と、押出機71からの押出材Mを搬送しながら冷却するクーリングテーブル74と、を少なくとも備えたアルミニウム合金押出材の製造装置1であって、該製造装置は、前記クーリングテーブル74から搬送された押出材Mを予備時効処理するための加熱炉10をさらに備える。
(もっと読む)
アルミニウム合金押出材の製造方法
【課題】安定して同じ形状に曲げ加工ができると共に、塗装焼付けに相当する熱履歴を与えることにより、押出材に対して、ばらつきなく所望の耐力を与えることができるアルミニウム合金押出材の製造方法を提供する。
【解決手段】少なくともマグネシウムとシリコンを含むアルミニウム合金の鋳塊を溶体化処理する工程S12と、前記鋳塊を押出材に押出成形する工程S13と、該押出材を所定の設定された加熱温度条件で予備時効処理を行う工程S16と、を少なくとも含むアルミニウム合金の押出材の製造方法であって、前記製造方法は、押出成形工程S13と予備時効処理工程S16との間に、前記押出材の耐力を測定する工程S14と、該測定した耐力に基づいて前記加熱温度条件を設定する工程S15と、をさらに含む。
(もっと読む)
据え込み加工方法及び据え込み加工装置
【課題】 据え込み加工品の生産性が高い据え込み加工方法を提供すること。
【解決手段】 据え込み加工方法は、押出装置11によりその成形孔14から押し出されてきた押出素材1を、挟持装置20の複数の挟持部材21、21により互いに協働して挟持する工程と、押出装置11により成形孔14から押出素材1を押し出しながら、複数の挟持部材21、21で押出素材1を挟持した状態で、複数の挟持部材21、21を押出素材1の押出方向前方に押出速度よりも低速で移動させることにより、成形孔14と複数の挟持部材21、21との間に形成された自由拡径空間Fに露出する押出素材1の露出部2を、自由拡径空間Fにおいて拡径する工程と、を含む。
(もっと読む)
アルミニウム形材の押出方法
【課題】 従来、ダイス金型4aの入口でビレット40が詰まってしまいAl押出形材が出てこない場合は、ビレット40をコンテナー3より抜き取りダイス交換をして、新たなビレットにて押出を再開していた。また、花咲事故が起こった場合はエアータガネでアルミニウムを取り除いていた。従来の押出方法は一つのダイスで1本以上のビレットを押出す方法であり、1本のビレットで多種形材の押出しはできなった。
【解決手段】
コンテナー3及びステム6をダイス金型4aから後退させるとともにビレット40をダイス金型4aとコンテナー3の間で破断41,48させる。ダイス金型4a及びコンテナー3からそれぞれ突出しているアルミニウム素材をシャーナイフ25,42で切落し、コンテナー3内に残存するビレット40により、ダイス交換を行いあるいは行わずに、押出を再開する。コンテナー3側から突出しているアルミニウム素材を圧縮して押し潰す(45)、あるいは切落す(61)ことも可能である。
(もっと読む)
1 - 8 / 8
[ Back to top ]