
Fターム[4E048AA01]の内容
Fターム[4E048AA01]に分類される特許
1 - 20 / 26
曲げ加工品の製造方法及び曲げ加工品製造用切り板の切断面成形装置
【課題】金属板をせん断加工することにより得た切り板に曲げ加工を施して切断面が曲げられた形状を呈する曲げ加工品を製造する際に、曲げ部の外側のコーナ部に亀裂が発生するのを防止する。
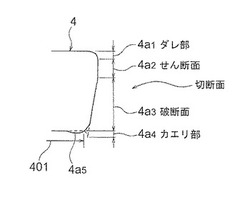
【解決手段】金属板を厚み方向にせん断して縦方向の一端及び他端に切断面4aを有する切り板4を形成する切断工程と、切り板4に曲げ加工を施す曲げ工程とを行って、切断面が曲げられた曲げ加工品を製造する曲げ加工品の製造方法において、切り板4の切断面に形成されているカエリ部4a4の金属を該カエリ部に隣接する切り板の非切断部401側に流動させてカエリ部4a4の金属を非切断部401の金属に一体化する切断面成形工程を行った後に曲げ工程を行う。
(もっと読む)
バリ除去装置

【課題】エアーモータから排気されるオイルミストを利用して回転カムと打撃子との間の潤滑を行うことのできるバリ除去装置を提供する。
【解決手段】板材加工機におけるワークテーブル又はダイホルダに着脱可能なベース部材27Aに、バリを下側から打圧するためのバリ打圧部を上端部に備えた打撃子57を上下動自在に備えると共に下方向へ付勢して備え、ベース部材に備えた回転アクチュエータとしてのエアーモータ41によって回転される多角形状の回転カム45Aを打撃子57の下面に摺接して備え、回転カムと打撃子との摺接部の潤滑を行うために、エアーモータから排気されるオイルミストを回転カムを収容した収容室53へ導くための誘導路71をベース部材に備え、打撃子の下面にローラ67を回転自在に包持して備え、ローラと回転カムの外周面とを線接触してある。
(もっと読む)
打抜き体の製造方法
【課題】プレスにより打ち抜き加工されたワーク周端面の平滑化処理を精度良くかつ効率的に行うことができる打抜き体の製造方法を提供する。
【解決手段】金属板Aを素材として打抜用パンチ12と打抜用ダイ11とによって打ち抜かれたワークWを、ワーク外径より小さな口径の第1しごき用ダイ21に投入し、対となる保持部材22,23によりワーク表裏面を挟圧保持しながら第1しごき用ダイ内を通過させてワーク周端面WSをしごき加工して平滑化した後、対となる保持部材によりワーク表裏面を挟圧保持しながら第2しごき用ダイ31内を、前記しごき加工の方向と反対方向に通過させてワーク周端面を再しごき加工して平滑化する。
(もっと読む)
鉄心用チップ切断装置、鉄心ブロック製造装置、鉄心のチップ切断方法および鉄心ブロックの製造方法
【課題】省スペースで簡易に、寸法精度の高いチップ切断部を有する鉄心を製造する。
【解決手段】鉄心切板310をこの長手方向の前後に選択的に搬送可能な第2搬送部820と、第2搬送部820により上記長手方向の前方に搬送された鉄心切板310の搬送方向の先端と接触して鉄心切板310を位置決めするストッパー600と、ストッパー600により位置決めされた鉄心切板310のストッパー600と接触している側の端部313を上記長手方向に対して直角にチップ切断するチップシャー700とを備える。また、第2搬送部820により上記長手方向の後方に搬送された鉄心切板の搬送方向の先端と接触して鉄心切板を位置決めするストッパー610と、ストッパー610により位置決めされた鉄心切板のストッパー610と接触している側の端部を上記長手方向に対して直角にチップ切断するチップシャー710とを備える。
(もっと読む)
バリ除去装置
【課題】ワークのX,Y方向への移動時の抵抗を小さくして、ワークに変形を付与することなくX,Y方向へ円滑に移動することのできるバリ除去装置を提供する。
【解決手段】板材加工機によって加工された板状のワークの下面に生じたバリを除去するためのバリ除去装置であって、前記板材加工機におけるワークテーブル又はダイホルダに対して着脱可能なベース部材27に、前記バリを下側から打圧するためのバリ打圧部39を上端部に備えた打撃子35を上下動自在に備えると共に下方向へ付勢して備え、前記ベース部材27に備えた回転用アクチュエータ41によって回転される多角形状の回転カム45を、前記打撃子35の下面に摺接してあり、前記回転カム45は、多角形状又は円板形状の回転部材55の外周面に複数の回転体57を備え、前記打撃子35の下面に回転体59を備えている。
(もっと読む)
ロータ部の製造方法
【課題】製造コストが抑制されモータの性能の低下も抑制するロータ部の製造方法を提供することを課題とする。
【解決手段】外周部に複数の歯を有したロータ部の製造方法において、複数の歯を有したコア板を打ち抜き加工により形成する工程と、複数の前記コア板を重ね合わせて前記ロータ部を形成する工程と、外周面に凹凸が形成されていないローラダイスを用いて前記ロータ部を転造する工程と、を備えたロータ部の製造方法。
(もっと読む)
コイニング加工方法及びその装置
【課題】1回のコイニング加工で、せん断加工孔の両端と、せん断加工孔の内周面全体に充分かつ均一な圧縮の残留応力を付与し、せん断加工孔全体の疲労特性を向上させることができるコイニング加工方法を提供する。
【解決手段】せん断加工孔を有するコイニング加工対象物を第一金型に載置し、該第一金型に対向する第二金型で前記コイニング加工対象物を前記第一金型に押え付け、前記第二金型に対向し前記第一金型と一組をなすコイニングパンチの先端から突出させた中芯を、前記せん断加工孔の一端から、前記せん断加工孔に、前記第二金型に到達するまで挿入しつつ、前記第二金型と前記中芯とで、前記せん断加工孔の他端及び内周面を塑性変形させるとともに、前記せん断加工孔の一端周縁部に存在するバリを前記コイニングパンチで圧潰する。
(もっと読む)
パンチプレスのバリ取りツール
【課題】 パンチプレスにおいて板材に打ち抜き加工や切断加工で成形された長孔や切断部分のバリを、同じパンチプレスでの工程として除去できるパンチプレスのバリ取りツールを提供する。
【解決手段】 このパンチプレスのバリ取りツール6は、互いに対向して配置される上型7および下型8を有する。これら上型7および下型8は、それぞれボール保持部材22,32、およびこれらボール保持部材に回転自在に支持されボール保持部材22,32の対向面に互いに対向して突出するボール23,33を有する。これら上下一対のボール23,33の一部が板材Wの前記長孔Aに嵌まり、上下のボール23,33で板材Wを挟んだ状態で板材Wが移動することにより、前記長孔Aの長手方向に沿って形成されているバリaを連続的に取って行くようにされている。長孔Aに限らず、板材Wの切断部分の沿うバリも、上記と同様に連続的に取って行くものとする。
(もっと読む)
バリ除去方法及び装置
【課題】ワークのX,Y方向への移動時の抵抗を小さくして、ワークに変形を付与することなくX,Y方向へ円滑に移動することのできるバリ除去方法及び装置を提供する。
【解決手段】板材加工機におけるワークテーブル上に支持されたワークWの、バリを生じた加工縁WE付近の上面を、ワーク押え手段7によってX,Y軸方向へ移動自在に押え、ワークWのX,Y軸方向への移動時に、ワーク押え手段7の下方位置に上下動自在に備えた打撃子35を上下に振動させ、打撃子35の上動時にバリの押し潰しを行うバリ除去方法である。バリ除去装置は、板材加工機におけるワークテーブル又はダイホルダ5に着脱可能なベース部材29に、バリを下側から打圧するバリ打圧部33を上端部に備えた打撃子35を上下動自在に備えると共に、打撃子35を上下動するための上下動用アクチュエータをベース部材29又は打撃子35を備えたバリ除去ユニット37に備えている。
(もっと読む)
バリ取り工具
【課題】板状のワークに打抜き加工を行った打抜孔の下部周縁に生じたバリの除去を行うことのできるバリ取り工具を提供する。
【解決手段】板状のワークWに打抜き加工された打抜孔WHのバリ取りを行うバリ取り工具であって、下面がワークの上面に当接可能な筒状のガイド部材7内に上下動自在に備えたホルダ13の下部に、前記ガイド部材7の下面より下方向へ突出自在かつ水平方向へ変位自在なバリ取りチップ31A,31Bを備え、前記ホルダ13の上昇時に、前記打抜孔WHの下部に生じたバリBを押し潰すためのバリ押し潰し傾斜面39Uを前記バリ取りチップ31A,31Bに備えており、前記バリ取りチップ31A,31Bは、前記打抜孔WHの両側のバリ取りを行うために、対称形状の一対を備えており、前記バリ取り工具が前記打抜孔WHの周縁に接触する接触部分に砥粒を備えている。
(もっと読む)
打ち抜きされた金属部品を形成する方法
【課題】改善された性質を有するおよび/または使用可能な寿命を延長する、打ち抜きされた金属部品を製造する方法の提供。
【解決手段】(a)約0.2インチ(約0.51cm)以下の厚さを有する平らな金属シート材料を用意する工程、(b)平らな金属シート材料を金属打ち抜きプロセスへ適用して、打ち抜きされた金属部品を形成する工程、打ち抜きされた金属部品は、頂部および底部の表面並びに縁を有し、金属打ち抜きプロセスは、打ち抜きされた金属部品の疲労破壊開始箇所を最低にする、(c)打ち抜きされた金属部品を仕上げる工程、仕上げ工程は、打ち抜きされた金属部品の縁の少なくとも一部におけるバリを除去すること、縁の少なくとも一部を丸くすることを含む。
(もっと読む)
加工装置
【課題】構成がより簡単で、ワークの表面に不要な打痕などを残す虞の少ない加工装置を提供する。
【解決手段】ワークWを載置して支持するワーク支持部4,6と、ワーク支持部4,6に対して往復移動するパンチ5とを備え、パンチ5に、往復移動の往路でワークWの側縁部Waに往復移動の方向と交差する向きの押圧力を加えるしごき部11aと、往復移動の復路でワークWの側縁部Waを切削する切削加工部11bとが設けられている加工装置。
(もっと読む)
ねじ孔の形成方法及びディスクブレーキ用板金製サポートの製造方法
【課題】ねじの強度を確保できる構造を効率良く安定して得られる、ねじ孔の形成方法を実現する。
【解決手段】素材13aの一部に打ち抜きにより形成した下孔14aの破断面側の開口部に、面取り部33を形成する。この際、コイニングパンチ26の杆部29を上記下孔14a内に隙間なく挿入すると共に、段部30により上記面取り部33を形成すべき部分の周囲部分を押圧する。この面取り部33の形成に伴い、肉が破断面部分に移動し、この破断面部分の径を小さくして、上記下孔14aをほぼ均一な円筒面とする事ができる。この状態で、この下孔14aにねじを形成すれば、上記破断面部分のねじ山の盛り上がりを確保でき、ねじ強度を確保できる。
(もっと読む)
面取り貫通孔を有する部材及びその製造方法
【課題】両端の面取り部の形成後に内周側のバリ状の不要部除去をプレス加工によって行うことができる面取り貫通孔を有する部材の製造方法を提供すること。
【解決手段】両端に面取り部を有する面取り貫通孔を形成するに当たり、板状部70に下孔を形成する下孔抜き工程と、第1パンチを打ち込んで第1面取り部11を形成する第1面取り工程と、第2テーパ面とその中央から突出して先端に円環状の角部を有する略円柱状の中央押圧部を設けた第2パンチを打ち込んで、第2面取り部12を形成すると共に軸方向内方へ凹んだ中央凹部14を形成する第2面取り工程と、下孔の径方向内方に突出した不要部75を仕上げパンチにより打ち抜き除去する打抜き仕上げ工程とを有し、打抜き仕上げ工程は、中央押圧部の角部と外径が同じ又はこれよりも小さい仕上げパンチ25を用い、第1面取り部11から第2面取り部12に向けて打ち抜くことにより行う。
(もっと読む)
パンチプレスの追抜き加工方法およびパンチプレス
【課題】 板材に長孔を継ぎ目無く加工することができるパンチプレスの追抜き加工方法を提供する。
【解決手段】 このパンチプレスの追抜き加工方法は、パンチ加工によるパンチ孔を隣合うもの同士が互いに部分的に重複するように複数開けることで、単独のパンチ孔よりも平面方向に長い長孔30を板材Wに開ける追抜き加工を行う。板材Wの少なくとも片側の面に、所望の長孔30の端縁に沿う溝31を形成する過程と、パンチ加工用のパンチ金型4を前記溝31に沿わせながら前記追抜き加工を行う過程とを含む。
(もっと読む)
パンチプレス金型
【課題】ワークに打ち抜き加工をする際に、ワークに形成されるバリを、特別な工程を付加することなく除去できるパンチプレス金型を提供する。
【解決手段】パンチプレス金型は、パンチ本体11が下降する際に、ワーク30に形成された打ち抜き穴の縁部に押されてパンチ本体の側面11aの内部に収納され、且つ、パンチ本体11が上昇する際にパンチ本体の側面11aから弾性力で突出して、打ち抜きの際にワーク30に形成されたバリを除去するバリ取り刃13を有する。
(もっと読む)
プレス機及びプレス方法
【課題】表面形状が凹凸状に形成された素材であっても、破断面及びカエリの発生を好適に防止してプレスを施すことができ、延いては凹凸状の表面形状を有する製品を安価に製造することのできるプレス機及びプレス方法を提供することを課題とする。
【解決手段】ダイ30に形成された貫通孔31の断面形状に対応してそれぞれ形成され、前記貫通孔31の両端側に互いに対向して配置される第一パンチ40及び第二パンチ50とを用い、前記貫通孔31の一端側から素材1を加工すべく前記ダイ30と少なくとも前記第一パンチ40とを相対変位させた後、前記貫通孔31の他端側から素材1を加工すべく前記ダイ30と少なくとも前記第二パンチ50とを相対変位させる。前記第一パンチ40及び第二パンチ50の各パンチ面41,51は、前記素材1の表面形状に合わせて前記素材1の凹凸に嵌まり合う凹凸状に形成される。
(もっと読む)
プレス機械を用いた鋳造品の余肉除去方法及び同方法に用いるカッター
【課題】鋳造品の余肉除去をプレス機械によって行え、特にワークの余肉を凹状に打ち抜くことを可能にして、鋳造品の仕上げ加工を低コストで行えるようにするために、鋳造品の余肉除去をプレス機械によって行えるようにする方法と装置そしてカッターを提供する。
【解決手段】プレス機械を用いて、鋳造品の余肉を除去するために、ダイセットを構成している、固定型11と可動型12の、何れか一方の側にカッター25を取り付け、他方の側にワークWをセットし、固定型11に対する可動型12の打ち抜き動作により、ワークWの余肉を凹状に打ち抜いて除去するに当たり、より小型の最初の刃型から、より大型かつ凸状の最終の刃型までの、複数の刃型から成る切断手段を用いて、可動型12による1回の打ち抜き動作によりワークWの余肉を凹状に打ち抜く。
(もっと読む)
パンチプレスのバリ取りツール
【課題】 パンチプレスにおいて板材に形成された切断部分のバリを、同じパンチプレスでの工程として除去できるパンチプレスのバリ取りツールを提供する。
【解決手段】 このパンチプレスのバリ取りツール6は、互いに対向して配置される上型7および下型8を有する。下型8は、下型ホルダ部32およびこの下型ホルダ部32に対して立方向の回転中心回りに回転自在に支持されたバリ接触部材33を有する。このバリ接触部材33は、上面に回転中心と同心のバリ接触突部33cを有する。このバリ接触突部33cは、外周面が断面直線または凹曲線となるバリと接触する傾斜面を有する山形のものである。上型7およびバリ接触部材33の傾斜面で板材Wを挟んだ状態で板材Wが移動することにより、板材Wに形成された切断部分Aに沿って形成されているバリを連続的に取っていくようにされている。
(もっと読む)
ワークのトリム型
【課題】 製品の機種が変わっても、作業容易にトリミング刃を取り換えることのできるトリム型を提供する。
【解決手段】 メインバルブボディWの薄バリ部Wbや湯口部Wy等を切除するトリム型において、薄バリ部Wbを打ち抜くための複数のトリミング刃8がメインバルブボディWの機種に合せて配置されるユニット体7を設け、このユニット体7を受けるユニット体受部6を上型2のセットプレート3に設けるとともに、ユニット体7を交換する際、セットプレート3の背面側から行えるようにする。メインバルブボディWの外周部をトリミングするラフ刃20を設け、このラフ刃20にユニット体受部20aを設けても良い。
(もっと読む)
1 - 20 / 26
[ Back to top ]