
Fターム[4E063BA11]の内容
板、棒、管等の曲げ (4,439) | 曲げ加工−プレス曲げ (476) | UO管成形プレス (54) | Oプレス (10)
Fターム[4E063BA11]に分類される特許
1 - 10 / 10
円筒軸及び円筒軸の製造方法
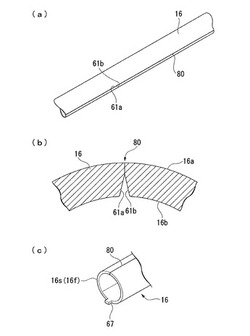
【課題】形状の安定した円筒軸の製造方法を提供する。
【解決手段】円筒軸形成部材を円筒状にプレス曲げ加工して、円筒軸形成部材の一対の端部61a,61bが近接又は当接するように形成された円筒軸16において、円筒軸形成部材は、曲げ方向に沿う短辺のそれぞれに曲げの中間位置の基準となる基準部位67を有する。
(もっと読む)
円筒軸の製造方法

【課題】形状の安定した円筒軸の製造方法を提供する。
【解決手段】円筒軸の製造方法は、曲げ方向の長さがプレス型の円筒周長よりも短い所定
長さに形成された金属板を、曲げ方向の両端面が近接又は当接するように円筒状にプレス
曲げ加工して、軸方向において一定方向に湾曲した円筒軸を形成する円筒加工工程を有す
る。所定長さは、プレス型の円筒周長から金属板のプレス曲げ加工における曲げ方向の伸
びを除いた長さを基準として一定範囲内に規定される。
(もっと読む)
UOE管のOプレス用金型およびUOE管の製造方法
【課題】UOE管の製造可能径がOプレス用金型のサイズ毎に段階的に決められているUOE管の製造ラインにおいて、中間外径のUOE管の製造に当たり、製造コストを低減することができ、しかも作業性を悪化させずに、かつ従来どおりの拡管条件でUOE管の製造可能径の範囲を拡大することができるOプレス用金型およびそれを用いたUOE管の製造方法を提供する。
【解決手段】上、下に配置される上、下ダイ2A,2Bからなり、上、下ダイ間のギャップGoを所定値とした時に上、下ダイの内面が横長円形となるように、上、下ダイの内面が横長円形の上半分、下半分を一部だけ切り欠いた形状としてあり、かつ上、下ダイを密着させた場合、上、下ダイの内面が段差なく接続されるように構成されているUOE管のOプレス用金型とし、また、それを用いてUOE管を製造する。
(もっと読む)
UOE鋼管の製造方法
【課題】UOE鋼管の製造における、分離型ボルスターを用いたOプレスのエアープレス圧延法を提供する。
【解決手段】分離型ボルスターを備えたOプレスで、U字型鋼板をエアプレス法でOプレスするUOE鋼管の製造方法であって、Oプレスする際、分離型ボルスターの段差制御と傾斜制御を行い、前記傾斜制御で用いる原点は、予め、分離型ボルスターで下ダイスを空加圧して設定加圧力が得られた時点に主フレームに固定したエンコーダを0リセットして得られるものとする。
(もっと読む)
大径鋼管Oプレス成形用鋳鉄金型
【課題】UOE方式により大径鋼管を成形する際に用いられる、Oプレス大径鋼管成形用金型に発生する内周面局部の損耗を減少させ、金型の使用寿命を延ばす。
【解決手段】球状黒鉛鋳鉄をOプレス機の金型素材とし、大径鋼管を成形する鋼板の端部と金型が接触する金型の内周面局部近辺表面に、高周波焼入れを施し、局部的に高硬度を与える。
球状黒鉛鋳鉄の素材の表面硬度が40±4(HS)であり、内周面局部近辺に高周波焼入れ処理を施すことにより形成された硬化層が、深さが3.5±1.5 mm、表面硬度が75±10(HS)の硬化層であることを特徴とする。
(もっと読む)
円筒軸の整形方法および整形金型
【課題】金属板の曲げ加工により全長にわたって均一に高い真円度を有する円筒軸20を製造する。
【解決手段】長手方向に対して直交する断面の各々において円筒軸20の外径と同じ内径の半円形の加工面61を有し、且つ、円筒軸20の長手方向と平行な断面の各々において直線状の内面形状を有する直線溝を備えたダイ52、62と、長手方向に対して直角な断面の各々において円筒軸20の外径と同じ内径の半円形の加工面53、63を有し、且つ、円筒軸20の長手方向と平行な断面の各々において、長手方向にの中央に近づくほど円筒軸20に対する圧下率が高くなる凸曲線状の加工面53、63を有する曲溝を備えたパンチ54、64とを用い、円筒軸20における金属板10の接合部に対して曲金型の溝の最も深い部分が当接するように、曲溝および直線溝の間に円筒軸20を挟んで円筒軸20を整形する。
(もっと読む)
円筒軸の製造方法
【課題】曲げ加工により全長にわたって高い真円度を有する円筒軸20を製造する。
【解決手段】金属板10を、金属板10の幅方向に曲げるプレス成形により加工して、長手方向に直交する断面形状の各々が円形の円筒軸20を製造する方法であって、金属板10の幅の50%以上を円弧状に曲げる予備工程と、互いに接近し予備工程上がりの金属板10を円筒状に成形する一対の金型50を用いて、長手方向に直交する断面における金型50の合わせ方向に平行な径が軸製品の仕上がり径よりも短く、金型50の合わせ方向と直交する金属板10の径が軸製品の仕上がり径よりも長い段階で加工を止める仕上げ前工程と、長手方向に直交する各断面において、軸製品の仕上がり径と同じ内径を有する半円形の内面形状を有して長手方向に延在する溝の内面を加工曲面とする一対の金型60を用い、金属板10の表面に溝の内面が接した状態で加工を終える仕上げ工程とを含む。
(もっと読む)
中空部材の無芯モールディング方法及び装置
本発明は、プレート(5)から中空外形を製造する方法であって、前記プレートが、所望の外形形状を有しかつ相互に関連して移動可能である2つのダイハーフ(3,4)の間に配置され、そしてダイハーフの閉鎖運動によって溝付き中空外形に成型される、前記製造方法に関する。そして、本発明は、相互に関連して移動可能に配置され、製造すべき中空外形の所望の外形形状を有する2つのダイハーフ及び場合によりベースプレート(2)を有する、中空外形の製造装置に関する。成型は無芯のダイハーフにより行われ、そして溝付き中空外形を成型するためのダイの閉鎖運動中に、前記プレートの縁部(6,7)は前方へのスライドが防止される。  (もっと読む)
(もっと読む)
長手方向にシーム溶接された中空形材を製造する方法及び装置
シートメタルブランク(B)から中空形材を製造する本発明の方法によると、初めに、少なくとも2つの製造段階で、前記ブランクからスリット形材を形成し、ここで、前記スリット形材を溶接して完成された中空形材を形成する。この目的のために、第1段階での一方のツールパート(2)と、第2段階でのもう一方のツールパート(3)とへ割り当てられているマンドレル(8)を使用して、それぞれのツールパートの窪みに沿って1つのそれぞれの間隔(15)と、前記間隔(15)へ挿入されるシートメタルブランクの1つのセクションとをそれぞれ形成する。少なくとも2段階でメタルシートブランクを形状付与することによって、スリット形材を製造する場合に、独立構造ユニットを形成し、そして、単純な位置メカニズムによって移動可能である、マンドレルを使用してシートメタルブランクを支持することができ、結果として、中空形材の製造に必要とされる多数のギアを大幅に削減することができる。更に、少なくとも2段階で、シートメタルブランクをスリット形材へ形状付与することで、前記形状付与加工の実施のための精度が増加する。  (もっと読む)
(もっと読む)
縦方向にスロットを有し、そして、異なる断面を有するいくつかの縦方向セグメントを備えている中空形材を、金属シートから製造する方法
本発明は、長さ方向に沿って異なる断面を備える中空形材を製造する方法に関する。前記形材は、ダイ中において、切断金属シート(5,6,7)1片から成形される。本発明によると、縦方向断面(8a,8b,9a,9b)の端部状に製造される凸形又は凹形ラウンディングが、移行領域(8,9)での材料過剰又は材料不足を引き起こし、それにより、前記移行領域(8,9)における成形の間に材料の薄化又は厚化を防止する。  (もっと読む)
(もっと読む)
1 - 10 / 10
[ Back to top ]