
Fターム[4E063DA13]の内容
Fターム[4E063DA13]の下位に属するFターム
Fターム[4E063DA13]に分類される特許
1 - 20 / 22
金型移動装置及び加工システム
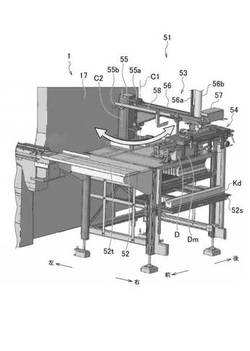
【課題】金型交換作業が容易になる金型移動装置を提供する。
【解決手段】金型(K)を保持する金型保持部(KH)及び車輪(54b,54c)を備えて前進及び後進の直線移動が可能なカート(54)と、一端側が上下方向に延びる回動軸線(C1)まわりの第1の位置と第2の位置との間で回動可能に支持されたアーム(56)と、前記アーム(56)の他端側に取り付けられ前記カート(54)を着脱自在に保持するカート保持部(56c)を有し前記カート保持部(56c)を第1の高さと前記第1の高さより高い第2の高さとの間で昇降させる昇降部(56b)と、前記カート(54)が前記第2の高さで前記カート保持部(56c)により保持され前記アーム(56)が前記第2の位置にあるときに、前記カート(54)の直下に位置し、前記カート保持部(56c)から離脱した前記カート(54)の前記車輪(54b,54c)が接地して前記カート(54)の前記直線移動を可能とする車道部(52t)と、を備えた。
(もっと読む)
プレスブレーキにおける金型自動交換動作方法及び同方法に使用するシャッタ装置並びにプレスブレーキ

【課題】プレスブレーキにおいて、金型自動交換装置によって上下の金型の自動交換を行うときの安全性の向上を図った交換動作方法及びその方法に使用するシャッタ装置を提供する。
【解決手段】金型自動交換装置を備えたプレスブレーキにおける金型自動交換動作方法であって、プレスブレーキ1における上部テーブル5の上型装着部5A及び下部テーブル7の下型装着部7Aの前側を開閉自在なシャッタ装置21を備え、当該シャッタ装置21におけるシャッタ29が前記上型装着部5A及び下型装着部7Aの前側を閉じた状態にあるか否かを監視する閉状態監視手段35を備え、当該閉状態監視手段35が閉状態を検知した状態にあるときに前記金型自動交換装置15によって金型の自動交換動作を行う。
(もっと読む)
プレスブレーキ及び曲げ加工方法
【課題】ATCと曲測定装置との共存及び前後の曲げ測定装置の主要部の同一構成化が可能なプレスブレーキを提供する。
【解決手段】下部テーブル(9)の後面側で左右方向に設けられた第1レール(37R)と、前面側で左右方向に設けられた第2レール(37F)と、第1レール(37R)上を移動するATC(40)及び被加工部材(80)の形状を測定する第1測定部(39R)と、第2レール(37F)上を移動し被加工部材(80)の形状を測定する第2の測定部(39F)と、を備える。第2レール(37F)は、第1レール(37R)と異なる断面形状で、第1測定部(39R)は測定センサ(49)を有する第1本体部(39)とそれを第1レール(37R)に連結する第1連結部(38RS)とを備える。第2測定部(39F)は、第1本体部(39)と共通の第2の本体部(39)と、第1連結部(38RS)とは異なる形状で第2本体部(39)を第2レール(37F)に連結する第2連結部(38FS)と、を備える。
(もっと読む)
鉄筋曲げ装置
【課題】効率よく高精度に目標の曲げ角度に加工でき、材料ロスを少なくする。
【解決手段】インバータモータによる力点部の回動操作に基づく鉄筋の曲げ角度を設定する曲げ角度設定手段20を設け、鉄筋径を入力自在な第1入力手段21と、鉄筋の材質を入力自在な第2入力手段22と、支点部の径を入力自在な第3入力手段23と、同時に曲げ加工する鉄筋の本数を入力自在な第4入力手段24の入力情報に基づいた力点部への回動停止指令位置情報を予め備えたデータベース25を設け、第1入力手段21、第2入力手段22、第3入力手段23、第4入力手段24の入力信号に基づいて、データベース25から力点部の回動停止指令位置情報を取り出してインバータモータに作動指令する制御装置を設けてある。
(もっと読む)
金型
【課題】プレスブレーキに対して、金型の表裏を誤りなく選択して装着することのできる金型を提供する。
【解決手段】板材折曲げ加工機用の金型であって、前記板材折曲げ加工機に対する金型11の取付部11Aの表裏両面に、当該金型11の表裏を表わす情報を格納した工具情報媒体29A,29Bを備え、前記工具情報媒体29A,29Bは、金型11の幅方向の中央部又は端部側に備えられている。
(もっと読む)
曲げ加工装置
【課題】重量金型に関して、誰でも安全に吊り上げて、金型保管場所から取付位置まで移動し、また逆に取付位置から元の金型保管場所まで移動することにより、容易に金型交換を行う曲げ加工装置を提供する。
【解決手段】上下テーブル12、13に装着された金型によりワークWの曲げ加工を行う曲げ加工装置1であって、該曲げ加工装置1の側方に、金型を格納する金型格納手段2と金型を所定位置間で上下動させる金型上下動手段3を設置すると共に、該金型格納手段2と前記曲げ加工装置1とを連結する車道5を設け、金型を把持して該車道5上を移動し前記金型格納手段2と曲げ加工装置1との間を往復する金型移動手段4を有する。
(もっと読む)
特に自由な形に曲げるための、製造設備
本発明は、自由な形に曲げるための、製造設備1に関する。製造設備1は、工具収容部19、20内に交換可能に保持されている複数の曲げ工具4を有する曲げプレス3と、把持フィンガー31、32を備えた把持トング30を有する、マニピュレータ28と、曲げ工具4を操作するために、互いに離隔したストッパ領域49、50を有する、曲げ工具4内に配置された切欠き35、36とを有している。把持フィンガー31、32の端部38、39において、把持フィンガー31、32の、それぞれ互いに背を向ける側に、さらなる接触面40が形成されている。把持フィンガー31、32の端部38、39が、曲げ工具4を締付け保持するために、切欠き35、36内へ挿入されている。把持フィンガー31、32の接触面40が、形成すべき工作物2を保持するためのクランプ力に関して逆方向に、ストッパ領域49、50に圧接されている。 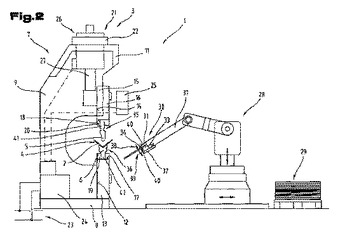 (もっと読む)
(もっと読む)
偏心クランプを伴う回転引曲げ金型
【課題】
左及び右の曲げに好適で、曲げ自由度の制限が少ない外形を有する小型の回転引曲げ金型を提供する。
【解決手段】
長尺状加工対象物3を曲げるための、偏心クランプを伴う回転引曲げ金型1において、回転引曲げ金型は、ねじることが可能な曲げマンドレル7と、クランプ金型12とからなり、クランプ金型12は曲げマンドレルに関連付けられ、曲げマンドレルに対して相対的に移動可能であり、曲げマンドレルと離間した開放位置から曲げマンドレル上のクランプ位置へ又はその逆方向へ移動可能であり、開放位置において、曲げ加工対象物3は曲げマンドレル7及びクランプ金型12の間に挿入され、クランプ金型12は、曲げマンドレル7の回転軸線Aに対して偏心してオフセットされる旋回軸24の周りに自由にねじり可能であり、旋回軸24は曲げマンドレル7に関して回転可能である回転ディスク19上に配置される。
(もっと読む)
曲げ加工装置
【課題】 溝幅が異なるV溝のダイの交換に伴う原点合わせを無くす。
【解決手段】 複数種類のダイ1の溝幅が異なる加工溝1aの溝底部1bから支持テーブル2までの間隔Xを一定にして、このダイ1及びパンチ3の離反時における上記加工溝1aの溝底部1bと上記パンチ3の先端部3aとの間隔Yが同じとなるように配置することにより、複数種類のダイ1からワークWの板厚や材質などに対応した溝幅のV溝1aを選んで交換しても、該V溝1aの溝底部1bの位置からパンチ1の先端部1aまでの間隔Yは変化しない。
(もっと読む)
金型収納装置及び金型
【課題】折曲げ機用の金型の管理を容易に行うことのできる金型収納装置を提供する。
【解決手段】板材折曲げ加工機用の上下の金型11を収納するための金型収納装置1であって、前記板材折曲げ加工機に対する前記金型11の取付部11Aを係合支持する金型係合凹部25A〜25Gを、各金型11の長さに対応して複数備え、上記各金型係合凹部25A〜25Gに、当該金型係合凹部25A〜25Gに対応した金型11が係合支持されたことを検知するための係合検知センサ27A,27Bを備えると共に、上記係合検知センサ27A,27Bの検知動作を条件として前記金型係合凹部25A〜25Gに係合支持されている金型11に備えた工具情報媒体29A,29Bの情報を読み取るための工具情報読取手段31を、前記各金型係合凹部25A〜25Gに対応して備えている。
(もっと読む)
金型収納装置
【課題】板材の折曲げを行う折曲げ加工機用の比較的長い金型の収納,取り出しを容易に行うことのできる金型収納装置を提供する。
【解決手段】板材折曲げ加工機用の金型を収納するための金型収納装置であって、前記板材折曲げ加工機に対する前記金型45の取付部45Aを係合支持する溝状の金型係合凹部47を上面に備えた金型支持台49を備え、当該金型支持台49に支持されている金型45を持ち上げるために前記金型45の下側へ手を入れることのできる空間部59を備え、前記金型支持台49に備えた溝状の前記金型係合凹部47に沿って金型45の収納,取出しを行う金型出入部側に、前記金型係合凹部47に沿っての金型45の抜け出しを防止するストッパー部材51を備え、前記ストッパー部材51が前記金型係合凹部47に対向した部分に、前記金型係合凹部47に対して金型45が自重によって滑落可能な傾斜面51Sを備えている。
(もっと読む)
バネ製品製造ライン
【課題】短時間で型装置の交換が可能なバネ製品製造ラインの提供。
【解決手段】基台52に装着された型装置50によってバネ鋼線を塑性加工してバネ製品とする製造エリア2と、型装置50を基台52から脱着して交換する型装置交換エリア3と、型装置交換エリア3において基台52に装着された型装置50を製造エリア2に搬送する型装置搬送ライン4とを有し、型装置50は、バネ鋼線を油圧によって曲げ加工する複数の成形ユニット54を備え、基台52は、前記成形ユニット54に圧力油を供給するとともに、前記成形ユニット54の夫々に対して着脱可能に設けられた油圧ホース62を備え、型装置50への油圧ホース50の脱着および装着は、型装置交換エリア3において行うバネ製品製造ライン。
(もっと読む)
プレス金型装置
【課題】各種の折り曲げ加工を行うことが可能で、金型全体を交換するものよりもコスト低減が図れると共に製作時間の短縮を図ることができる金型を提供する。
【解決手段】パンチホルダー52に形成した凹部底部に多数の孔52eを形成し、所望の孔を利用して少なくとも2個以上の押し型55をネジ止めすると共に、各押し型の外形と同一形状の型孔54aが形成されたダイホルダー54をパンチホルダーに固定し、他方ダイプレート61に押上プレート64を押し上げるためのスプリング66を取付け、押上プレートの上面にストリッパーホルダー63をダイプレートに対してストリッパーホルダー受け62を介して取付け、ストリッパーホルダーの押し型と対向する位置に少なくとも2個以上の型孔63を形成し、型孔に押し型が下降することでスプリングのバネ力に抗して下降する受け型65を摺動自在に嵌め込んで構成した。
(もっと読む)
曲げ加工装置
【課題】金型格納部と上下テーブル間での金型交換作業を行うことなく、所定の金型レイアウトを形成することにより、作業時間を短縮し、また、中間製品を発生させることなく、それを置くスペースを不要とし、以って全体の加工効率の向上を図る。
【解決手段】所定の製品を加工するための金型レイアウトを決定する第1金型レイアウト決定部により決定された金型レイアウトの全長が、機械本体のテーブル長より大である場合に、工程ごとに加工領域と非加工領域を設定し、工程ごとの加工領域において曲げ線を加工する金型と加工に供しない金型とを機械本体側テーブル上に配置した状態で、1工程又は2以上の工程ごとに非加工領域を金型が存在しない領域分だけ短縮するように金型を移動させることにより、1工程又は2以上の工程ごとの金型レイアウトを、その全長が機械本体のテーブル長に等しくなるように決定する第2金型レイアウト決定部を有する。
(もっと読む)
曲げ加工システム
【課題】 曲げ工程と圧入工程から成る加工を行う場合に、1台の装置で実施可能にすると共に、両工程の適性順序を予め決定し、更に、既存設備を利用することにより、それぞれの点で作業効率を向上させる曲げ加工システムを提供する。
【解決手段】 接近・離反する上下テーブル12、13とワークWを所定位置に位置決め自在なバックゲージを有する曲げ加工装置1において、上記バックゲージにより位置決めされたワークWに対して、圧入加工を行う一対の圧入金型AP、ADを上下テーブル12、13に設置すると共に、該圧入金型AP、ADに圧入金具を供給する圧入金具供給部5を設けた。
(もっと読む)
棒状材の曲げ加工装置
【課題】 棒状材の曲げ加工装置を従来技術よりも小型軽量かつ安価に提供する。
【解決手段】 曲がり部の始端側にワークを保持するサドルを備えたフォーミングシューと、フレームに取り付けられフォーミングシューの偏心回転を軸支するピンと、フォーミングシューの円周中心付近に回転自在に軸支されたローラーと、同ローラーにアクチュエーターからの押し力を伝達するプッシュバーと、同プッシュバーを固定するとともに曲がり終端側でワークを保持し回転自在に軸支されるガイドローラーを備えた取付け板と、同取付け板を固定する固定金具を備えフレームに取り付けられたアクチュエーターとよりなるものである。
(もっと読む)
曲げ加工装置
【課題】個別の金型の表裏反転と上下反転機能を付加することにより、金型格納装置のストッカに搭載すべき金型の個数を減少させ、ストッカの数の減少と金型格納装置の小型化を図る曲げ加工装置を提供する。
【解決手段】製品情報に基づき、ワークの曲げ順、使用する金型及び金型レイアウトを決定する金型レイアウト決定部20Dと、該金型レイアウト決定部20Dにより決定された金型レイアウト情報及び上記ストッカh1(h2、h3、t1)に搭載された各分割金型に関する金型搭載情報に基づき、所定の金型レイアウトを構成する分割金型を、ストッカh1(h2、h3、t1)に搭載された分割金型の中から選択する金型選択部20Eと、該選択された分割金型の表裏を反転する金型表裏反転装置8、9と、該選択された分割金型の上下を反転する金型上下反転装置18を設けた。
(もっと読む)
曲げ加工機金型レイアウトの活用方法およびその装置
【課題】曲げ加工機の金型レイアウトを活用して、段取り作業の削減を実現する。
【解決手段】曲げ加工機の金型レイアウトが指定される工程と、前記指定された金型レイアウトにおいてパンチとダイとが対向している領域を仮想金型ステージとして抽出する工程と、加工パーツの板金形状モデルを用いて、各曲げ線に対し前記抽出された仮想金型ステージを割り付ける工程と、を含む。
(もっと読む)
板金曲げ計画の作成・実行用知能システム
【課題】共同生成計画作成システムを有する知能板金曲げシステムを提供する。
【解決手段】計画作成モジュールが、曲げ計画を作成するために、数種のエキスパート・モジュールと相互に作用しあう。計画作成モジュールは、状態・空間サーチ・アルゴリズムを利用する。ロボット・グリッパ、レポ・グリッパを選択し、最適配置を判定するため、コンピュータ化された方法が提供される。曲げ装置に使用される工具だてを選択し、工具だてステージのレイアウトを判定する。運動制御オフセット値を学習し、余分なセンサ・ベースの制御操作の必要性を排除する方法が提供される。計画作成システムは、設計,コスト計算,スケジュール作成,及び/又は製造、アセンブリを実行する設計、アセンブリ・システム等の機能を支援するのに利用される。
(もっと読む)
曲げ加工装置並びに金型配列方法及び金型ストッカ選択方法
【課題】 金型の磨耗状態の均一化を図ることにより、通り精度が良い曲げ加工を行う曲げ加工装置並びに金型配列方法及び金型ストッカ選択方法を提供する。
【解決手段】 パンチPとダイDから成る一対の金型をストッカを介して格納する金型格納部2、3を有する曲げ加工装置1において、各ストッカ内の金型P、Dの使用回数を検出する金型使用回数検出手段20Eと、該検出された金型使用回数に基づいて、各ストッカ内の金型P、Dを、所定の順に並べ変える金型並べ変え手段20Fを有する。
(もっと読む)
1 - 20 / 22
[ Back to top ]