
Fターム[4E066AB06]の内容
電子ビームによる溶接、切断 (971) | 溶接方法 (101) | 欠陥防止 (27)
Fターム[4E066AB06]の下位に属するFターム
割れ防止 (2)
Fターム[4E066AB06]に分類される特許
21 - 25 / 25
タービンロータ及びロータの製造方法
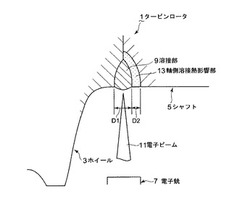
【課題】電子ビーム溶接部の軸側溶接熱影響部の硬さをシャフト母材同等の硬さまで低下させて残留応力を除去して、実機運転中に残留応力が開放されてタービンホイールとタービンシャフトとの直角度を変化させることによって生じる振動騒音の発生を抑え、かつタービンシャフトの母材強度も規定値をも満足ができるタービンロータの製造方法及びこの製造方法によって製造されたタービンロータを提供することを課題とする。
【解決手段】排気ターボ過給機におけるタービンロータの製造方法であって、前記タービンロータ1回転しながら前記ホイールと前記シャフトとを電子ビームの照射によって溶接し、その後、タービンロータに焼入れおよび焼戻しを施すことを特徴とする。
(もっと読む)
異種金属の接合方法及び接合構造

【課題】継手重量の増加や、新たな設備投資によるコストの増加を招くことなく、シール材による耐食性の確保と、シール材の残存による継手強度低下の防止とを両立することができる異種金属の接合方法と、このような方法による接合構造を提供する。
【解決手段】接合部11の近傍位置にシール材Sを塗布した状態で重ね合わせた異種金属材料10,20に高エネルギービームBを照射して両材料を重ね接合するに際して、シール材Sの塗布位置12と接合部11の間に、例えば、接合面から凸状に立ち上がった形状をなす堤部13のようなシール材の流入阻止手段を設けて、接合部11を接合する。
(もっと読む)
鋼材とアルミニウム材との異材接合体
【課題】GAめっき鋼板を使用したアルミニウム材との異材接合の場合でも、十分な継手強度あるいは接合強度を有する、溶融溶接による異材接合体を提供することを目的とする。
【解決手段】特定板厚の亜鉛めっき層鋼材1とアルミニウム材2とを溶融溶接にて接合部6にアルミニウム溶接金属3を形成させて接合した異材接合体であって、このアルミニウム溶接金属3と鋼材1との接合界面6において、鋼材側にAl3 Fe系化合物およびAl5 Fe2 系化合物との混合層と、アルミニウム溶接金属側にα−AlFeSi層とを各々有する接合界面層4が形成されており、この接合界面層4を薄く、均一化して、高い接合強度を得る。
(もっと読む)
無段変速機用プッシュベルトの支持リングの形成方法
基本材料のストリップを提供するステップと、ストリップをリング(8)状に曲げるステップと、溶接によりストリップの末端(21、22)を互いに固定するステップとを含む、無段変速機のプッシュベルトのリング(8)を製造する方法。形成されるリング(8)の縁部における不均一性を防止するために、ストリップの対向する側に配置される、溶接補助具(31、32)を適用する。溶接(41)は一方の溶接補助具(31、32)で開始され、この溶接(41)は他方の溶接補助具(31、32)で終了する。溶接工程の後、溶接補助具(31、32)をリング(8)から分離する。曲げられた多数のストリップを一列に配置し、単一の溶接動作による溶接で閉じることが可能である。さらに、一列に並ぶ複数のリング(8)の外側のリング(8)を溶接補助具として用いて、この列以外のリング(8)のみをプッシュベルトに適用することが可能である。 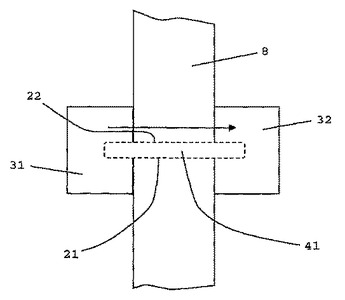 (もっと読む)
(もっと読む)
高エネルギビームによる異種金属の接合方法、接合装置及び接合部材
【課題】接合界面における高融点材料から低融点材料への伝熱を確保することができ、しかも両被接合材の接合界面にガスが発生したとしても、欠陥のない健全な異材重ね接合が可能な異種金属の接合方法及び接合装置、さらにこのような方法によって接合された異種金属の接合部材を提供する。
【解決手段】融点が互いに異なる高融点材料2と低融点材料3を重ね合わせ、高融点材料側の表面にデフォーカスされた高エネルギビームをスポット状に照射することによってこれら材料同士を重ね接合するに際して、加圧手段である圧子9によって、高エネルギビームの照射面と反対側の面から、接合部位を局部的に加圧すると共に、例えば圧子及びベースプレート6に溝9a,6aを形成することによって加圧力の低い部分を形成して、接合界面に発生したガスを両材料の間から排除する。
(もっと読む)
21 - 25 / 25
[ Back to top ]