
Fターム[4E081BA48]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接対象物(突合せ溶接) (827) | 形状、組み合せ (473) | 条材 (14) | 棒材 (11)
Fターム[4E081BA48]に分類される特許
1 - 11 / 11
溶接用裏当て材及び突合せ溶接方法
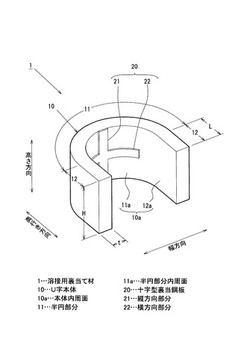
【課題】溶接完了後に溶接部位を目視できるとともに、確実に突合せ溶接できる溶接用裏当て材及び突合せ溶接方法の提供を目的とする。
【解決手段】異形鉄筋100を突合せ溶接する際に用いる溶接用裏当て材1であって、所定の開先間隔Haを隔てて突合せした異形鉄筋100の開先A部分を取り囲むように配置する略U字形状のセラミック製のU字本体10と、U字本体10の本体内周面10aに接着固定した薄板状、且つ導電性の十字型裏当鋼板20とを備え、十字型裏当鋼板20を、溶接熱で溶け込む溶込厚さである0.5mmとするとともに、突合せ溶接する異形鉄筋100のそれぞれに接触する突合せ方向の縦方向部分21と、開先Aに対して平行な横方向部分22とで一体構成し、横方向部分22における突合せ方向の幅wbを、開先間隔Haと略同一に形成した。
(もっと読む)
嵌込み溶接方法

【課題】クランプ治具を用いることなく、又全周溶接による多層溶接を可能とした嵌込み溶接方法を提供し、作業性を向上すると共に溶接品質の向上を図る。
【解決手段】被溶接体1に孔3を穿設し、該孔に溶接物2を嵌入して全周溶接する嵌込み溶接方法に於いて、前記被溶接体と前記溶接物間に開先8が形成され、前記溶接物は前記開先のルート部が締り嵌め状態となる様に前記孔に嵌入され、前記溶接物が前記孔に拘束された状態で前記開先を多層溶接する。
(もっと読む)
棒鋼のガスシールドアークエンクローズ溶接用裏当材
【課題】 本発明は、異形棒鋼等の棒状の被溶接材をその端部で突合せガスメタルアーク溶接する場合に使用される新規の裏当材を提供するものである。
【解決手段】 矩形板状のセラミックス部材であり、棒状被溶接材との当接面は凹凸のない平坦面であり、この面の側の矩形幅方向両端部に所定幅以上の非セラミックス繋止用粘着テープが添着され、前記当接面と反対側の裏面には矩形長手方向に直交する方向に所定角度以下の楔形溝が所定間隔以下に形成されていることを特徴とする棒状部材のガスシールドアークエンクローズ溶接用裏当材
(もっと読む)
棒状部材に対するガスメタルエンクローズ溶接装置
【課題】溶接装置として裏当金部とシールドヘッド部とで構成して行なうための新規のガスメタルエンクローズ溶接装置を提供するものである。
【解決手段】所定の開先間隔を設けて同軸上に開先面を対向配置された一対の棒状の被溶接材の両端部の所定部分を略半周包囲する裏当金と、この裏当金の中央所定部分に対向挿入され当該裏当金と反対側の被溶接材の両端部の残りの略半周を包囲するシールドヘッド部材と、このシールドヘッド部材の中央部に被溶接材の対向軸に略垂直方向に形成された溶接操作のための矩形状開口部と、この矩形状開口部の対向する長径面に平行する少なくとも一対のシールドガス吐出溝と、この吐出溝には先端部に被溶接材の外周に沿うように所定幅の半環状開口部が対向して設けられ、かつ、吐出溝の中間部には吐出されるシールドガス流を均一化する整流体を配置して行なうようにした棒状部材に対するガスメタルエンクローズ溶接装置。
(もっと読む)
鉄筋の溶接方法及びその溶接部探傷方法
【課題】鉄筋を建築や土木構造物の現場で溶接するとき、溶接継手部に鋭角的な窪み等の欠陥が生じることを防止して機械的強度が良好な鉄筋溶接継手を形成する。
【解決手段】鉄筋1a,1bの軸線方向の先端部に、鉄筋1a,1bと比較して炭素当量が低く、溶接性が良好な材料の丸鋼3a,3bを技術的に充分に管理された工場で接合する。丸鋼3a,3bを有する鉄筋1a,1bを建築や土木構造物の現場で接合するとき、丸鋼3a,3bの先端部を位置決めして被覆アーク溶接法や炭酸ガスアーク溶接法などで溶接して溶接継手4を形成する。
(もっと読む)
自動溶接装置
【課題】杭頭定着筋(ひげ筋)方式の溶接においては、例え熟練した溶接作業者であっても劣悪な作業環境下において極めて複雑な作業を長時間に亘って溶接の質を落とすことなく行うことは困難であることを解消する。
【解決手段】本発明の自動溶接装置1は、鉄筋Iを把持して鋼管杭Pに装着するための固定部2(固定手段)と、溶接トーチTを溶接すべき箇所に対して位置調整可能に支持する支持部4(支持手段)と、溶接トーチTを振幅させる振幅部5(振幅手段)と、昇降させる昇降部3(昇降手段)と、この昇降部3と振幅部5を連動制御する制御部6(制御手段)と、を備えた。
【効果】溶接トーチを溶接すべき箇所に対して適切な位置とした状態で昇降手段及び振幅手段が連動するから溶接は確実なものとなる。また、溶接作業が、経験から全て定量化されるから、溶接後の仕上げ形状やビードの内部性状について予測が可能となる。
(もっと読む)
金属平板に対する垂直鉄筋の接合方法、接合構造、接合装置並びに金属製円弧板
【課題】金属平板上に垂直鉄筋を良好な精度で位置決めや直角だしができ、短時間で確実に接合し接合強度の高い接合を実現し得る金属平板に対する垂直鉄筋の接合方法、ならびに接合構造を提供する。
【解決手段】金属平板82上に垂直状に鉄筋12を配置させて接合させる。その際、鉄筋を垂直に接合させる金属平板上の該接合箇所に金属製円弧板14を、その湾曲内面を接合箇所に対向させるように位置合わせして配置させる。金属製円弧板は金属平板に仮付け溶接される。垂直鉄筋の下部を金属製円弧板の湾曲内側に挿入して垂直鉄筋の下端を金属平板から所要高さ位置に浮かせた状態で保持しつつ本溶接により垂直鉄筋の下端と金属平板との空隙部分にビードを充填して生成させ、接合部を形成させる。
(もっと読む)
棒鋼の接合工法
【課題】端部間に位置する隙間内への溶接用線材の充填を確実にかつ簡単に行えるようにして作業性の向上およびコスト上昇を抑えることが可能な棒鋼の接合工法を提供する。
【解決手段】接合される棒鋼1,2の端部間に形成された開先部Wにおけるアークの照射側と反対側の位置に非溶接部材からなる裏当て部材4を押し当てた状態で保持し、この状態で上記裏当て部材4の開先部側の面から上記開先部の中央に向けて溶融金属の肉盛り部を設け、上記肉盛り部が設けられた後に上記裏当て部材4を取り除いて上記開先部Wの周囲から溶接用線材5を挿入して上記開先部W内全域に溶融した溶接用線材5を充満させることを特徴とする。
(もっと読む)
鉄筋の突合せ溶接方法及び溶接継手の超音波探傷検査方法
【課題】鉄筋と裏当て材の位置関係に影響されることなく、超音波探傷検査にて探触子が溶接継手に接近できる鉄筋の突合せ溶接方法を提供する。
【解決手段】サイズが異なる2本の鉄筋71,75が、帯状の鋼板を略U字形に湾曲させた裏当て材61を用いて、突合せ溶接される。まず、鉄筋71,75の中心軸A及びBが平行に位置し、鉄筋71,75の開先間の距離が所定のルート間隔となるように調整が行われる。次に、鉄筋71,75の中心軸A及びBが略同一線上に位置するように調整が行われる。次に、裏当て材61が仮付けされる。裏当て材61は、鉄筋71,75の開先間の空間を囲うと共に、その底部が大きいサイズの鉄筋71から小さいサイズの鉄筋75に向かって傾くように、鉄筋71,75の側面と当接する。そして、鉄筋71,75の開先間が本溶接されて、鉄筋71、75間に溶接継手93が形成される。
(もっと読む)
棒鋼の接合工法
【課題】端部間に位置する隙間内への溶接用線材の充填を確実にかつ簡単に行えるようにして作業性の向上およびコスト上昇を抑えることが可能な棒鋼の接合工法を提供する。
【解決手段】棒鋼1,2同士の端部を対向させ、その端部間に設けられた隙間Wで構成される開先部に溶接用線材6を位置させて該溶接用線材6を溶融させることにより上記端部同士を接合する棒鋼の接合工法において、上記開先部内に対して上記隙間Wを形成するに足る寸法を有した仲介部材4を配置した状態で上記端部同士を該仲介部材4に押し当て、該仲介部材4に向けてアークを照射することにより上記溶接用線材6を溶融させて上記端部同士を接合することを特徴とする。
(もっと読む)
棒材溶接用治具
【課題】 2本の棒材を直線状に溶接するに当たって、溶接作業の高品質化、簡便化および作業時間の短縮を可能とする溶接用治具の提供を目的とする。
【解決手段】 溶接トーチを固定するトーチホルダー1と上記トーチホルダー1を搭載し可動自在に保持するトーチホルダー保持部2と、棒材の一方を把持する棒材ホルダーを備えたトーチホルダー支持部の受け部3とからなり、これらを結合部4により着脱自在に結合できるように形成する。
(もっと読む)
1 - 11 / 11
[ Back to top ]