
Fターム[4E081EA34]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 装置(突合せ溶接) (454) | 溶接装置 (148) | 自動溶接装置 (145) | 用途 (70) | 板等の溶接装置 (5)
Fターム[4E081EA34]に分類される特許
1 - 5 / 5
造管設備に適用される鉄板ストリップ接合装置
【課題】厚板ストリップの接合熔接を速かに遂行しながらも熔接部の品質を向上させることができる鉄板ストリップ接合装置を提供する。
【解決手段】先行鉄板ストリップの後端部を切断する第1切断ユニットと;後行鉄板ストリップの先端部を切断する第2切断ユニットと;第1切断ユニットを前後進移送する第1移送手段と;第2切断ユニットを前後進移送する第2移送手段と;第1切断ユニットと第2切断ユニットの間に配置される熔接ユニットとを含んでなる鉄板ストリップ接合装置であって、第1上部刃と前記第2上部刃が互いに対向方向に傾いて設置されることにより、前記両鉄板ストリップの端部が互いに突き合わせられてV字形を成すようにした状態で、前記熔接ユニットによって熔接を実施する装置。
(もっと読む)
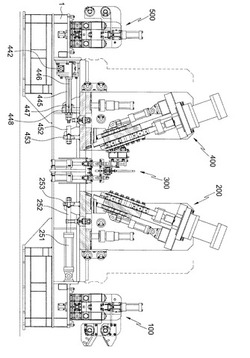
構造物の溶接方法及び構造物の溶接設備

【課題】溶接時における作業者の負担を軽減するとともに、溶接に要する時間を短縮すること。
【解決手段】第1の部材が取り付けられた板材に、前記第1の部材と交差して第2の部材を配置する(ステップS101)。次に、前記第2の部材上に、昇降可能なトーチを有する溶接装置を載置する(ステップS102)。そして、前記第2の部材の長手方向に前記溶接装置を走行させて、前記板材に前記第2の部材を溶接する(ステップS103)。その後、前記トーチが前記第1の部材の位置に到達して前記第1の部材と干渉する前に、溶接を停止させるとともに、前記トーチを上昇させて前記第1の部材を回避させる(ステップS106)。
(もっと読む)
片面溶接装置
【課題】溶接機ビーム上を走行する溶接台車による安定した溶接が可能な片面溶接装置を提供する。
【解決手段】直線的に設けられた溶接機ビーム10と、溶接機ビーム10の長さ方向に走行可能に、かつ、溶接機ビーム10の側面に沿って片持ち状態で吊り下げ支持された溶接台車20と、溶接線Mの裏側に配設された裏当装置30と、を有する片面溶接装置100であって、溶接機ビーム10の上面に、長さ方向に沿って互いに平行に延びるベアリングレール11および歯車ラック12を備え、溶接台車20が、ベアリングレール11および歯車ラック12にそれぞれ係合する第1、第2走行機構21,22と、溶接ワイヤ供給ノズル23と、溶接線位置検出機構24と、ノズル移動制御機構25と、を備えた片面溶接装置100を提供する。
(もっと読む)
帯状金属薄板の突合せ接合装置
【課題】 幅広の帯状金属薄板であっても、先行の帯状金属薄板の終端と後行の帯状金属薄板の始端との突き合せ作業を簡単且つ正確に行えるようにする。
【解決手段】 先行の帯状金属薄板W1及び後行の帯状金属薄板W2を載置する作業用テーブル2を設けたキャビネット本体1と、先行の帯状金属薄板W1の終端部上面及び後行の帯状金属薄板W2の始端部上面を保持する上部クランプ4と、先行の帯状金属薄板W1と後行の帯状金属薄板W2の突合せ部近傍を上部クランプ4とで挾持固定する下部治具5と、両帯状金属薄板W1,W2の位置決めを行うセンタープレート6と、両帯状金属薄板W1,W2の突合せ部を突合せ溶接する溶接装置8とを具備した帯状金属薄板の突合せ接合装置に於いて、下部治具5に、先行の帯状金属薄板W1の終端部と後行の帯状金属薄板W2の始端部とを下部治具5の上面へ密着状に保持固定するワーククランプ7を配設する。
(もっと読む)
帯状ワークの突合せ接合装置
【課題】 帯状ワークの突合せ溶接時にアーク光を遮蔽し、又、帯状ワークの溶接開始位置や帯状ワークの溶接部の圧延開始位置が帯状ワークの幅に関係なく常時一定位置になり、然も、帯状ワークの溶接部の圧延加工を確実且つ良好に行える。
【解決手段】 先行及び後行の帯状ワークW1,W2を挾持固定してその端面同士を突き合せる左右のテーブル2,2と、両帯状ワークW1,W2を同時に切断する切断装置3と、両帯状ワークW1,W2を突合せ溶接する溶接装置5と、両帯状ワークW1,W2の溶接部を圧延加工する圧延装置6とから成る帯状ワークの突合せ接合装置であって、溶接装置5は、前後方向へ往復移動自在な上部フレーム35と、上部フレーム35に配設され、帯状ワークW1,W2の幅方向へ往復移動自在なトーチ走行台38と、トーチ走行台38に上下動自在に支持された溶接用トーチ39と、トーチ走行台38に溶接用トーチ39を覆う状態で取り付けられ、アーク光を遮蔽するトーチカバー42とを備えている。
(もっと読む)
1 - 5 / 5
[ Back to top ]