
Fターム[4E081YY16]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 装置(特定物品の溶接) (206) | 治具、周辺機器 (107) | 切断、切削 (5)
Fターム[4E081YY16]に分類される特許
1 - 5 / 5
石化用耐高温合金炉管及びパイプラック生産ライン
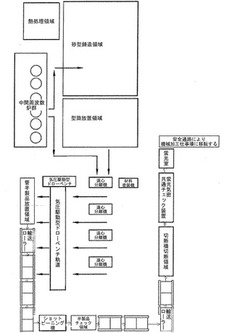
【課題】鋳造、機械加工、溶接、包装などの各工程設備、及び工程間に必要な検査設備とモニタリングポイントを合理的に配置した石化用耐高温合金炉管及びパイプラック生産ラインを提供する。
【解決手段】石化用耐高温合金炉管及びパイプラック生産ラインにおいて、遠心鋳造方法により管径50−300ミリメートル、長さ3−6メートルの管段を鋳造した後、管段内穴におけるルーズ層を加工除去し、デジタル制御管旋盤により面取り加工し、アルゴンアーク溶接により炉管の管段を長管に溶接し、溶接出縁、ジョイント付属品により炉管を製造し、炉管の長管をパイプラックに溶接する工程を有し、化学成分、常温機械性能、高温機械性能、気圧試験、水圧試験、螢光探傷、着色探傷、放射線探傷、外観チェック、寸法チェックの一連の検査を経て、炉管及びパイプラック製品を製造するラインで、各工程装置間の占める面積が小さくし、生産効率を向上した。
(もっと読む)
ノーブロー工法用フィッティングおよびノーブロー工法用フィッティングの製造方法

【課題】上部フィッティングおよび下部フィッティングを既設本管に高精度に溶接すること。
【解決手段】管材2がその管軸方向に分割されてなる上部フィッティング3および下部フィッティング4を備え、管材2には、管軸に直交する挿通軸と同軸に既設本管用の挿通孔が形成されるとともに、管材2は、管軸に直交する直交面に対して傾斜し、かつ挿通軸に沿って延びる仮想切断面S2に沿って切断されることで分割され、上部フィッティング3および下部フィッティング4の切断端部3a、4a間には、全周にわたって開先10が形成され、直交面に対する仮想切断面S2の傾斜角度θの大きさは、開先10のうち、最も上側に位置する最上部分10Aにおける上部フィッティング3側の第1ベベル角度θ1の大きさ以下で、かつ最も下側に位置する最下部分における下部フィッティング4側の第2ベベル角度の大きさ以下とされたノーブロー工法用フィッティング1を提供する。
(もっと読む)
タービンエンジンブレード用の金属補強材の製造方法
本発明は、タービンエンジンブレードの前縁または後縁用の金属補強材(30)を作る方法に関し、方法は:予備成形品(26、70)が、溶加金属を受容することが可能な領域(28、72)を一端に有するように、前記予備成形品(26、70)を所定位置に位置決めする機器(60)によって、前記予備成形品(26、70)を位置決めするステップ(44)と、金属ビーズの形態で、前記領域(28)内で溶加金属を用いて表面硬化することによって、前記金属補強材(30)用の基部(39)を構築するステップ(46)と、を順序通りに含む。 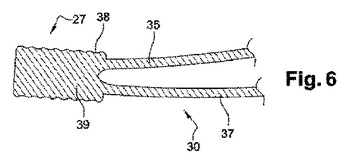 (もっと読む)
(もっと読む)
コンピュータ援用梁製作機械
梁加工装置は、梁を保持し、該梁の長軸周りに回転させる対向する万力組立体と、梁に沿って並進運動するよう構成する多数のガントリとを含む。ツールで梁を加工するために、各ガントリに固定する少なくとも1つのツールヘッド取付体を、備える。本装置をコンピュータ制御システムで操作可能にするために、多数のモータを備えて、選択的に、万力アセンブリを回転させ、ガントリを移動させる。 (もっと読む)
熱交換器用端栓の遠隔溶接施工方法および同溶接施工装置
【課題】熱交換器101内等の多数の熱交換フィンにより狭隘となる空間内でメンテナンス等の作業を行う場合に、端栓5を外部から一つの部材によって遠隔操作で熱交換器等の内部に挿入し、この端栓によって狭隘空間内の所要個所に設けられた孔112を簡便な操作によって閉塞する。
【解決手段】円筒状周壁102の外側から円筒状周壁に開けた孔111を介して遠隔操作により端板107の中心位置の孔に挿入し得る1本の細長な溶接ヘッド支持部材3と、溶接ヘッド支持部材に保持させた溶接ヘッド4に装着されドレン配管108の端板107に開けられた孔111に挿入される端栓5と、この端栓に溶接ヘッドを介して溶接電流を供給して端栓を溶融させ、端板の中心位置の孔を閉塞する溶接ヘッド4とを備える。
(もっと読む)
1 - 5 / 5
[ Back to top ]