
Fターム[4E082AB03]の内容
Fターム[4E082AB03]に分類される特許
1 - 6 / 6
マグ溶接の短絡電流制御方法
【課題】マグ溶接において、スプレー移行形態における溶接状態の安定性を向上させる。
【解決手段】溶接ワイヤ1と母材2との短絡Sdを検出し、この短絡中の短絡電流の上昇速度を制御するマグ溶接の短絡電流制御方法において、短絡Sdの期間長さが基準期間未満であるときは微小短絡であると判別して微小短絡の発生頻度Ndを算出し、この微小短絡の発生頻度Ndに応じてインダクタンス設定値Lrを変化させることによって短絡電流の上昇速度を変化させる。この微小短絡の発生頻度Ndとして、単位時間当たりの微小短絡の回数を使用する。これにより、スプレー移行形態であることを正確に判別して短絡電流の上昇速度を適正化するので、溶接性能が向上する。
(もっと読む)
溶接プロセスを停止させる方法および溶接装置

【課題】溶接終了時における大きい径の球の形成を防止する。
【解決手段】プロセスの停止段階において短絡が形成されると、出力電流を、短絡をクリアするのに充分なレベルに制御する212。短絡がクリアされたら、低電流レベルに制御する216。この低電流レベルは大きい球の形成を防止できる程度に低い。短絡が発生しなくなるまで以上のステップを繰返えす。ワイヤフィード速度をモニターし、ワイヤフィード速度が閾値以下に落ちると、停止操作が開始される。停止操作はMIG溶接、パルススプレー溶接及び短絡移行溶接において行なわれる。アーク電圧をモニターしてアークの状態を判定する。ユーザーからの停止指令を受信するとこれに応答してモーター停止が指令され、モーターの制動が制御される。閾値に達する前で停止信号を受信した後に、少なくとも1つの出力パラメータを低下させてもよい。
(もっと読む)
薄鋼板の重ねすみ肉アーク溶接方法及び重ねすみ肉アーク溶接継手
【課題】板厚1〜2.6mmの薄鋼板をアーク溶接する際に、溶接変形を抑制し、かつ溶着金属のぬれ性が良好でなだらかな溶接ビード形状を達成でき、さらにスパッタが発生しないアーク溶接技術を提供する。
【解決手段】薄鋼板の重ねすみ肉アーク溶接方法において、アーク溶接電源として、溶接ワイヤの送給を前進及び後退させる機能を有し、溶接ワイヤと被溶接材の間にアークを発生させる期間、溶接電流値を低くして溶接ワイヤを前進させ先端を被溶接材に接触させる期間、溶接ワイヤ先端と被溶接材が接触している状態で溶接ワイヤを通電し発熱させる期間、及び、溶接電流値を低くして溶接ワイヤを後退させ被溶接材から引き離す期間を制御することができるアーク溶接電源を用い、CO2シールドガス中で、低熱膨張溶接材料を用いて溶接することを特徴とする薄鋼板の重ねすみ肉アーク溶接方法。
(もっと読む)
ガスメタルアーク溶接(GMAW)短絡回路高溶着アーク溶接の方法及び装置
前進する電極とワークピースとの間における電流によってパルス溶接法を実施するための電気アーク溶接装置であり、その溶接機は、その前進する電極とワークピースとの間に短絡が生じると短絡信号を生成するための短絡検出回路、及びその短絡が、その溶接機がピーク・パルス電流(2010)を出力していないときの期間の間にクリアされた後にプラズマ・ブースト・パルスを生成するためのブースト回路を含む。そのピーク・パルス電流(2010)とバックグラウンド電流との比は高く、そのピーク・パルスの持続期間は短い。 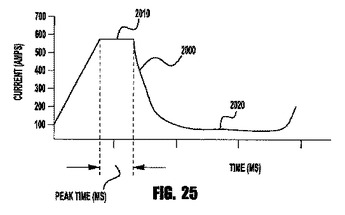 (もっと読む)
(もっと読む)
溶接トーチ及びロボットアーク溶接のアークスタート方法
【課題】安価でマニピュレータの応答性に左右されずに良好なアークスタートを実現することができる溶接トーチ及びロボットアーク溶接のアークスタート方法を提供する。
【解決手段】溶接トーチ4が溶接開始位置に到着して停止して、ソレノイドコイル14に電力が供給され、ソレノイドシャフト13が下方向に移動してばね15を圧縮する。そして、溶接ワイヤ1が被溶接物2へ前進送給されて、ワイヤ先端が被溶接物と短絡したことが判別されると、ソレノイドコイルに供給されていた電力を停止し、高い応答性によってソレノイドシャフトがばねによって押し上げられる。溶接ワイヤは被溶接物から引き離され、同時に、小電流値の初期電流が通電され、初期アークが発生する。その後、溶接ワイヤが定常送給されて、定常アークを発生する定常アーク発生状態へと移行する。この結果、良好なアークスタートを実現することができる。
(もっと読む)
熔接プロセスを制御する方法及び熔接プロセスを行なうための熔接装置
本発明は、熔融する電極を用いて、熔接プロセスを制御及び/又は調整するための方法に関する。アークを点火したあと、異なった熔接パラメータに基づいて調整された熔接プロセスは、熔接電源2によって実行される。当該プロセスは制御デバイス4によって制御される。上記プロセスを行うための装置に関する。ワークピース16に熱を導入するために熱を少なくすることが制御される。少なくとも二つの異なったプロセス相が周期的に組み合わされている。パルス電流相27及び冷金属移動の相28のような、異なった材料遷移及び/又はアークタイプによって、プロセス相はエネルギの異なった入力を持っている。
 (もっと読む)
(もっと読む)
1 - 6 / 6
[ Back to top ]