
Fターム[4E082HA04]の内容
アーク溶接の制御 (2,462) | 磁気の利用又は影響の除去 (24) | 磁気吹き防止 (9)
Fターム[4E082HA04]に分類される特許
1 - 9 / 9
パルスアーク溶接の磁気吹き判別方法
【課題】 パルスアーク溶接において、磁気吹きによるアークの偏向を早期に判別する。
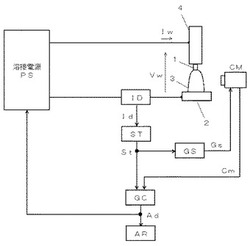
【解決手段】ピーク期間中のピーク電流及びベース期間中のベース電流を通電してアークを発生させ、CCDカメラCMによってアークの発生部3を撮影し、この撮影された画像データCmを処理して磁気吹きの発生を判別するパルスアーク溶接の磁気吹き判別方法において、画像処理回路GCによって、ピーク期間中の画像データCmからアークの中心位置を算出すると共に、ベース期間中の画像データCmからアークの中心位置を算出し、これら両アークの中心位置のズレ量が基準値以上になったことを判別して磁気吹きの発生を判別して磁気吹き判別信号Adを出力する。このようにアークの偏向を直接画像データから判別するために、磁気吹きによるアークの偏向状態が小さいときでも磁気吹きの発生を早期に正確に判別することができる。
(もっと読む)
アーク溶接制御方法

【課題】 直流パルスアーク溶接において、磁気吹きによるビード外観の悪化を抑制する。
【解決手段】ピーク期間中のピーク電流及びベース期間中のベース電流から形成される溶接電流を通電して直流パルスアーク溶接するアーク溶接制御方法において、ベース期間中の溶接電圧の上昇によって、複数の溶接個所の中から磁気吹きが発生した溶接個所Ps2−Pe2を判別して記憶する直流パルスアーク溶接によるテスト溶接を行い、実施工時に、記憶された磁気吹き発生溶接個所以外の溶接個所Ps1−Pe1、Ps3−Pe3を溶接するときは前記直流パルスアーク溶接によって溶接し、記憶された磁気吹き発生溶接個所Ps2−Pe2を溶接するときは溶接法を直流パルスアーク溶接から交流パルスアーク溶接に自動的に切り換えて溶接を行う。交流パルスアーク溶接は磁気吹きによるアーク切れが発生しにくいので、ビード外観を良好に保つことができる。
(もっと読む)
アーク溶接の磁場強度調整方法
【課題】磁場を利用したアーク溶接において、コストの増加や装置の大型化を回避しつつ、溶接部の磁場強度の調整が可能な技術を提供すること。
【解決手段】突き合わせたワークWをプラズマトーチ10により溶接するプラズマアーク溶接において、プラズマトーチ10が進行する接合方向に対して直交する方向の磁場BをワークWの内部に生成し、プラズマトーチ10とワークWとの間に流れる電流Iと、磁場Bとに起因したローレンツ力Fにより、アークAの先端側をプラズマトーチ10の進行方向前方に曲げてプラズマアーク溶接する際に、溶接部の磁場強度を調整するプラズマアーク溶接の磁場強度調整方法であって、プラズマトーチ10とワークWの突き合わせ部との相対位置を変更することにより、溶接部の磁場強度を調整することを特徴とする。
(もっと読む)
アーク溶接制御方法
【課題】 パルスアーク溶接において、磁気吹きによるビード外観の悪化を抑制する。
【解決手段】ピーク期間中のピーク電流及びベース期間中のベース電流から形成される溶接電流を通電してパルスアーク溶接するアーク溶接制御方法において、ベース期間中の溶接電圧の上昇によって、複数の溶接個所の中から磁気吹きが発生した溶接個所Ps2−Pe2を判別して記憶するパルスアーク溶接によるテスト溶接を行い、実施工時に、記憶された磁気吹き発生溶接個所以外の溶接個所Ps1−Pe1、Ps3−Pe3を溶接するときは前記パルスアーク溶接によって溶接し、記憶された磁気吹き発生溶接個所Ps2−Pe2を溶接するときは溶接法をパルスアーク溶接から直流アーク溶接に自動的に切り換えて溶接を行う。直流アーク溶接は磁気吹きによるアーク切れが発生しにくいので、ビード外観を良好に保つことができる。
(もっと読む)
パルスアーク溶接制御方法
【課題】 パルスアーク溶接において、磁気吹きによるビード外観の悪化を抑制する。
【解決手段】溶接ワイヤを送給すると共に、ピーク期間中のピーク電流及びベース期間中のベース電流の通電を1パルス周期として繰り返して溶接するパルスアーク溶接制御方法において、ベース期間中の溶接電圧の上昇によって、溶接線Ps−Pe上の磁気吹き発生区間A1−A2を判別して記憶するテスト溶接を行い、実施工時に、溶接線Ps−Pe上の記憶された磁気吹き発生区間A1−A2を溶接するときは、溶接電流の通電路のインダクタンス値を大きくして溶接を行う。インダクタンス値は、通電路に可飽和リアクトルを追加挿入することによって大きくする。これにより、ベース電流を増加させることなく磁気吹きによるアーク切れを防止することができるので、ビード外観が悪化することを抑制することができる。
(もっと読む)
インサートチップ,プラズマトーチおよびプラズマ加工装置
【課題】 高温割れやアンダーカットのない高速溶接を実現することができるインサートチップ,これを用いるプラズマトーチおよびプラズマ加工装置を提供。
【解決手段】 2個の電極配置空間1a,1bと、同一直径線上に分布し各電極配置空間1a,1bにそれぞれが連通し前記直径線と平行な溶接線に対向して開いた2個のノズル4a,4bと、を備えるインサートチップ1。各電極配置空間1a,1bにそれぞれの先端部を挿入した2電極2a,2bを備えるプラズマトーチ。第1電極2aに溶接又は予熱電力を給電する第1電源18ap,18awと、第2電極2bになめ付け溶接又は本溶接電力を給電する第2電源18bp,18bwと、を備えるプラズマ溶接装置。
(もっと読む)
溶接装置、溶接棒ヘッドおよび方法
溶接装置は、被加工物の表面にクラッディング材料を同時に溶着するために、離間した構成の関連する複数の連続送給溶接棒のアレイを同時に収容するように適合された溶接棒ヘッドを有する。溶接棒ヘッドは、溶接軌跡を通って作動可能であり得る。溶接装置は、複数の連続送給溶接棒それぞれと被加工物との間に溶接アークを同時に作るために電力を供給するように適合された溶接電源を有し得る。 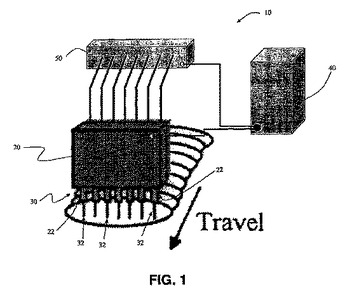 (もっと読む)
(もっと読む)
アーク加工方法
【課題】簡単な方法で磁気ぶきの影響を軽減することができるアーク加工方法を提供する。
【解決手段】加工工具となる電極4aと、磁化し易い鋼材又は残留磁気が存在する鋼材からなる被加工材Bと、電極4aと被加工材Bを接続する電源12と、を有し、電極4aと被加工材Bとの間にアークを形成して所定の加工を行う際に、アーク加工を行う部位の周囲の被加工材Bを冷却することによって該被加工材Bに於ける磁化される磁力を低減させる。
(もっと読む)
アーク加工方法及びアーク加工装置
【課題】被加工材に対しアーク加工を施す際に生じる磁気ぶきを防止し、品質の劣化や加工の停止等の発生を低減する。
【解決手段】被加工材に対するアーク加工の進行に伴って、被加工材に於けるアース位置を変化させる。切断装置Aは、電極を有するプラズマ切断トーチ4と、フレーム2及び横行キャリッジ3からなる移動手段と、被切断材を載置する切断定盤7と、電源装置12と、スイッチ13a〜13fを介して切断定盤7に於ける複数の異なる位置(アース位置7a〜7f)に接続されたキャプタイヤ11と、切断トーチ4の被切断材Bに於ける位置を認識する認識手段(制御装置8)と、認識した位置に応じてスイッチ13a〜13fを選択的に制御する制御部14を有する。
(もっと読む)
1 - 9 / 9
[ Back to top ]