
Fターム[4E087EB07]の内容
Fターム[4E087EB07]に分類される特許
1 - 17 / 17
鍛造プレス装置およびその制御方法
【課題】下降速度と上昇速度が高速である鍛造プレス装置およびその制御方法を提供する。
【解決手段】スライドSを昇降させる駆動軸ESと、駆動軸ESに連結されたフライホイール30と、駆動軸ESに連結されたサーボモータ40とを備える。上昇工程および/または下降工程において、フライホイール30の駆動により駆動軸ESを回転させてスライドSを上昇および/または下降させるように制御する。発生するトルクの大きいフライホイール30の駆動によりスライドSを上昇、下降させるので、従動系の慣性質量が大きくても駆動軸ESを目的の回転速度まで加速するのに時間がかからない。その結果、上昇速度と下降速度を高速にできる。
(もっと読む)
鍛造プレス装置およびその制御方法

【課題】サーボモータを駆動するための電源の容量を抑えることができる鍛造プレス装置およびその制御方法を提供する。
【解決手段】スライドSを昇降させる駆動軸ESと、駆動軸ESに連結されたフライホイール30と、駆動軸ESに連結されたサーボモータ40と、サーボモータ40が発電した電気を蓄電しサーボモータ40に電力を供給するコンデンサ54とを備える。フライホイール30の駆動により駆動軸ESが回転している間、または慣性力により駆動軸ESが回転している間、サーボモータ40で発電してコンデンサ54に蓄電するように制御する。コンデンサ54に蓄電した電気を利用してサーボモータ40を駆動できるので、その分サーボモータ40を駆動するための電源51の容量を抑えることができる。
(もっと読む)
鍛造プレス方法
【課題】機械式の鍛造プレス機を用いた鍛造プレス方法において、比較的低出力のモータを用いて高負荷のプレス加工をおこなえるようにする。
【解決手段】鍛造プレス機10のフライホイール12を回転させるメインモータ11にサーボモータを採用し、クラッチ14を切った状態でメインモータ11を回転させフライホイール12に十分に回転エネルギーを蓄積した後にクラッチ14を入れてプレス作業をおこなう。これにより比較的低出力のモータで高負荷のプレス作業を可能とする。プレス加工の瞬間にはメインモータ11を空転させてフライホイール12に蓄積された回転エネルギーが消費されることで、スライド16の減速を許容している。
(もっと読む)
鍛造プレス機
【課題】機械式の鍛造プレス機において、高負荷でのプレス加工時におけるプレス速度の素早く精度の高い調整を簡単な構造で安価に可能とする。
【解決手段】鍛造プレス機10のフライホイール12を回転させるメインモータ11に、サーボモータを用いる。サーボモータは汎用モータに比べて、応答性、停止精度等が優れるため、これをメインモータ11に使用すると、プレス加工時のプレス速度の素早く精度の高い調整が可能となる。サーボモータを直接クランク軸13に連結して駆動させるのではなく、フライホイール12を介し回転エネルギーを蓄積した状態でクランク軸13を駆動させる方式であるため、高負荷のプレス加工を行うことができる。
(もっと読む)
鍛造プレス
【課題】1台で鍛造製品の量産と試作を効率よく行うことができる機械式の鍛造プレスを提供することである。
【解決手段】クランク軸4に、メインモータ6で回転駆動されるフライホイール8の回転と、別途に回転駆動されるサーボモータ10の回転とを伝達可能とし、フライホイール8とサーボモータ10のいずれか一方の回転をクランク軸4に伝達して、スライド1を昇降動作させ、回転を伝達しない他方の回転駆動を止めて、鍛造作業を行うものとすることにより、量産するときは、フライホイール8からクランク軸4に回転を伝達して、所定の鍛造速度で効率よく鍛造し、試作するときは、サーボモータ10からクランク軸4に回転を伝達して、最適な鍛造速度を容易に短時間で選定できるようにし、1台で鍛造製品の量産と試作を効率よく行うことができるようにした。
(もっと読む)
ワークピースを鍛造、特にストレッチ鍛造するフォーミングマシン
【解決手段】本発明は、加熱を受けたおよび/または流動性を有する状態である金属ワークピースを鍛造、具体的にはストレッチ鍛造するフォーミングマシンに関する。フォーミングマシンは、
a)少なくとも二つのフォーミングツール(4A、4B)と、
b)フォーミングツールが互いの方に向かう接近運動(R)において、またはフォーミングツールが互いから離れる復帰運動において、フォーミングツールの少なくとも一方を駆動する少なくとも一つの駆動装置と、を備え、
c)駆動装置が、少なくとも一つの偏心素子(22A、22B)と少なくとも一つの油圧駆動素子(11A、11B)とを備え、
d)偏心素子の偏心運動が油圧媒体を介して油圧駆動素子の作用運動を生み出すように、少なくとも一つの駆動素子(11A、11B)が偏心素子(22A、22B)と直接または間接的に油圧接続されており、
e)油圧駆動素子(11A、11B)がそれぞれフォーミングツール(4A、4B)の少なくとも一つに接続され、その作用運動時に少なくとも一つのフォーミングツールを駆動する。
(もっと読む)
フォージングロール
【課題】装置を簡単かつ小型化することができ、付属機器を小型化できるフォージングロールを提供する。
【解決手段】一対のロール軸2,2と、一対のロール軸2,2の外周面に設けられた一対の金型Ma,Mbとを備え、一対のロール軸2,2間において一対の金型Ma,Mbによって被成形材料Sを成形する装置であって、成形負荷に応じて成形速度を変化させる。成形負荷に合わせてロール軸2の回転速度を調整するので、駆動手段に加わる負荷を抑えつつ、成形時間を短縮させることができるから、作業効率を向上させることができる。
(もっと読む)
ブシュ拡張装置及びブシュブランクの鍛造法
本発明は、大型で重いブシュブランク(5)を、モータにより、例えば液圧式で駆動可能な変形加工工具(4)によって、比較的少ない投資コストで部分的に鍛造することができると同時に、直径と高さの両方を拡大させる、ブシュ拡張装置及び方法に関する。  (もっと読む)
(もっと読む)
フォージングロール
【課題】装置を簡単かつ小型化することができ、付属機器を小型化できるフォージングロールを提供する。
【解決手段】一対のロール軸2,2と、一対のロール軸2,2の外周面に設けられた一対の金型Ma,Mbとを備え、一対のロール軸2,2間において一対の金型Ma,Mbによって被成形材料Sを成形する装置であって、一対のロール軸2,2に複数工程の金型対Mが設けられており、各ロール軸2の外周面には、複数工程の金型Mが、一対のロール軸2,2の外周面における同一円周上に沿って配設されている。同一円周上に複数工程の金型Ma,Mbを設けているので、ロール軸2の軸方向の長さを短くでき、装置をコンパクトにすることができる。ロール軸2の軸方向における同じ位置で成形荷重を受けるので、ロール軸2の軸方向の長さを短くでき、ロール軸2の耐久性を向上させることができる。
(もっと読む)
フォージングロール
【課題】装置を簡単かつ小型化することができ、付属機器を小型化できるフォージングロールを提供する。
【解決手段】一対のロール軸2,2と、一対のロール軸2,2の外周面に設けられた一対の金型Ma,Mbとを備え、一対のロール軸2,2間において一対の金型Ma,Mbによって被成形材料Sを成形する装置であって、一対のロール軸2,2に複数工程の金型対Mが設けられており、各ロール軸2の外周面には、複数工程の金型Mが、一対のロール軸2,2の外周面における同一円周上に沿って配設されている。同一円周上に複数工程の金型Ma,Mbを設けているので、ロール軸2の軸方向の長さを短くでき、装置をコンパクトにすることができる。ロール軸2の軸方向における同じ位置で成形荷重を受けるので、ロール軸2の軸方向の長さを短くでき、ロール軸2の耐久性を向上させることができる。
(もっと読む)
プレス加工装置及びプレス加工方法
【課題】被加工物ごとに精度良く加工することができるプレス加工装置及びプレス加工方法を提供する。
【解決手段】ボルスタ130にスライド150を接近させて型締めした状態で、対向する第1の型及び第2の型との対向面間に配置された被加工物を所望の形状に塑性変形させるプレス加工装置100において、第1の型110、第2の型120、ボルスタ130(可動部131)、及びスライド150の少なくとも1つに圧力センサ170を配置し、プレス加工時における圧力センサ170の検出信号に基づいて、コントローラ180が、プレス加工中にスライド150とボルスタ130(可動部131)の接近状態(平行度及びスライド量の少なくとも一方)を制御するようにした。
(もっと読む)
熱間鍛造プレスおよびその鍛造方法
【課題】成形品に適したストロークおよび成形速度で成形することができ、一台で多品種の鍛造が可能である熱間鍛造プレスおよびその鍛造方法を提供する。
【解決手段】コンロッドCRによってエキセンシャフトESの偏心部Hと連結されたスライドSを、エキセンシャフトESを回転させて移動させる熱間鍛造プレスPにおいて、スライドSの最大ストロークよりも短いストロークで鍛造を行うときに、スライドSが下死点に位置する下死点角度を挟んでエキセンシャフトESの偏心部Hが揺動するように、エキセンシャフトESを正転逆転させる。最大ストロークを必要としない鍛造品を鍛造する場合において、同一方向にのみエキセンシャフトが回転する場合に比べてサイクルタイムを短縮できるので、生産効率を向上させることができ、長物から、薄物、小物鍛造品など多品種の鍛造品を1台のプレスで成形することが可能となる。
(もっと読む)
鍛造プレス
【課題】鍛造時に発生する振動を低減でき、プレスの小型化も実現できる鍛造プレスを提供する。
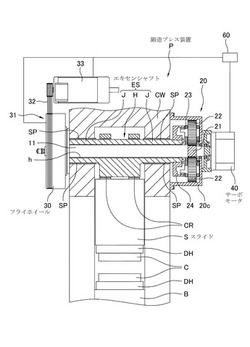
【解決手段】スライドSを作動させるエキセンシャフトESを備えた鍛造プレスPであって、エキセンシャフトESが、その軸方向を貫通する貫通孔であって、かつ、その中心軸がエキセンシャフトESにおいて鍛造プレスPのフレームに回転自在に支持される両端部の中心軸と同軸となるように形成された軸配置孔hを備えており、エキセンシャフトESの軸配置孔h内に、エキセンシャフトESに対して回転自在かつエキセンシャフトESの軸配置孔hの中心軸と同軸となるように配設される伝動軸11が設けられており、伝動軸11は、その一端に、伝動軸11を回転させる駆動手段が接続されており、その他端に、伝動軸11の回転をエキセンシャフトESに伝達する伝達手段20が接続されている。
(もっと読む)
鍛造プレス
【課題】エキセンシャフトの軸方向における負荷のバラつきを抑制することができ、プレス自体の小型化も実現できる鍛造プレスを提供する。
【解決手段】スライドSを作動させるエキセンシャフトESを備えた鍛造プレスPであって、エキセンシャフトESを駆動する駆動機構10を備えており、駆動機構10が、駆動力を発生する動力源と、動力源が発生する駆動力をエキセンシャフトESに伝達する伝達機構とからなり、伝達機構は、エキセンシャフトESの両端に対して駆動力が供給され、かつ、両端に供給される駆動力が同一となるように構成されている。エキセンシャフトの捻れに起因して鍛造負荷にバラつきが発生することを防ぐことができるから、成形精度の低下を防ぐことができ、従動系をコンパクトにすることができ、従動系の総重量を軽量化することができる。
(もっと読む)
電鍛機
【課題】素材の膨出部の大きさや形状が安定化し、製品の形状サイズの精度が向上して品質が均一化し、鍛造エネルギを少なくする。
【解決手段】電鍛機21は、互いに接近離反可能な第1電極9,10及び第2電極13,14と、通電加熱用トランスTと、素材押動用据込み軸20Aとを具える。電極9,10,13,14、トランスT及び据込み軸20Aによる素材Mの加工条件は、コントローラ23により設定変更可能にすると共に、コントローラ23への加工条件の設定変更は操作盤24にて数値入力される。コントローラ23は、サーボモータ25,26,27を介して可動部の動作制御を行い、加工中にトランスTによる通電電圧を無段階に切替える。
(もっと読む)
チャック装置
【課題】軸肥大加工機における金属軸材または金属管材であるワークを保持するチャック装置において、ワークを簡単にスリーブから取外せるとともに、肥大部を有するワークであっても簡単かつ確実に保持可能なチャック装置を提供すること。
【解決手段】チャック本体の空孔部に、ワークを挟持するための保持溝を設けた複数のスリーブ片からなるスリーブを前記保持溝にて一つの保持穴を形成した状態で嵌め合わせ、チャック本体に回転可能に設けたカム軸を回動させてカム軸のカム片をスリーブ片に設けた溝部にかけることで、スリーブをチャック本体の空孔部軸心方向にスライドさせるとともに、スリーブがチャック本体に対し抜け止めされるようにする。また、チャック本体の空孔部とスリーブのスリーブ片にテーパー部を設け、前記カム軸の操作にてチャック本体のテーパー部に沿ってスリーブをスライドさせ、前記保持溝にてワークを確実に挟持するようにする。
(もっと読む)
プレス装置及び高硬度材の冷間鍛造方法
【課題】 実用化することができる程度に型寿命を延ばすことができる高硬度材の冷間鍛造用機械式プレス装置を提供する。
【解決手段】 ワークがセットされる下型と、該下型に対して昇降自在に設けられた上型と、該上型を昇降させる回転駆動源17と、該回転駆動源17の回転運動を前記上型の昇降運動に変換する運動変換機構20とを有する。この運動変換機構20は、上型がワークに接触し下死点まで下降するのに要する時間と前記上型を1サイクル昇降させるのに要する時間の比が0.065以上となるように構成される。
(もっと読む)
1 - 17 / 17
[ Back to top ]