
Fターム[4E087HA57]の内容
Fターム[4E087HA57]に分類される特許
1 - 20 / 24
ボールねじ用ナット製造装置
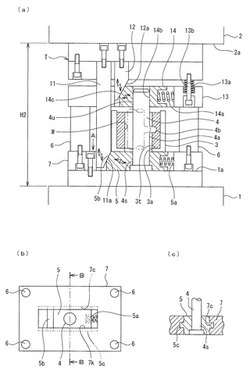
【課題】ナット素材の換装作業性が比較的に高く、ナットの穴径のサイズが比較的に小さい場合や循環するボール(溝)の径が比較的に大きい仕様のナットであってもナット素材にS溝を鍛造し得るナット製造装置を提供する。
【解決手段】このナット製造装置は、ナット素材Wに内挿される部材がパンチ4のみであり、このパンチ4の両端を第一および第二のスライダ5,14が支持しつつ、第一および第二の下降カム11,12で駆動されてパンチ4をナット素材Wの内周面に押圧してS溝を形成する。そして、パンチ4の上端を支持する第二のスライダ14は、スライド2側の可動プレート13に設けられ、可動プレート13が、スライド2とともにボルスタ1の上方に離隔されるので、スライド2を上昇させれば、ワーク拘束部材3の可動プレート13側(第二のスライダ14側)を開くことができる。
(もっと読む)
ボールねじの製造方法及びボールねじ用ナット

【課題】ボール循環路をなす凹溝がナットの内周面に鍛造によって形成された場合でも、ナットの真円精度が高く回転精度が優れているボールねじを製造する方法を提供する。
【解決手段】ボールねじ1の製造に際して、ナット5と略同一形状のブランク21の円柱面状の内周面の一部を鍛造により凹化させて、ボール循環路11をなす凹溝22を形成した。鍛造によって凹溝22を形成したため、ブランク21の内周面と凹溝22の内面とが交差する稜部が断面略円弧状のダレ部15となっている。次に、凹溝22が形成されたブランク21の円柱面状の内周面に、真円精度を高める加工を施した後に、真円精度が高められた内周面を加工基準として用いて、ブランク21の円柱面状の外周面に真円精度を高める加工を施した。
(もっと読む)
床束やターンバックルの、鋼管とボルトとの結合部に使用される結合部材、及びその製造方法
【課題】継手部材又は支持部材を構成する鋼管とボルトとの結合部に使用できる結合部材及びその容易で安価な製造方法を提供する。
【解決手段】外周が角柱面に形成され、両端面4の間に軸方向に貫通した雌ネジ孔3を有するナット部材2の、前記雌ネジ孔と前記外周との間に位置し雌ネジ孔と同心である円形境界線6を境として、該円形境界線より内側部分は、ナット部材の厚さを保持し、円形境界線より外側部分は、プレス圧によって軸方向両方向から圧縮変形し、これによって、前記両端面からそれぞれ段差を有して低くなると共に径方向外方に膨出する膨出部を形成し、前記ナット部材の最短外径より大きく前記膨出部の外径より小さくて雌ネジ孔と同心である円形切断線に沿って、前記膨出部の径方向外周縁部を切り落とすことを特徴とする。
(もっと読む)
ピアスナットの製造装置
【課題】寸法精度が高く、安定したクリンチ力が得られるハイストレスタイプの四角ピアスナットを量産することができる製造装置を提供する。
【解決手段】外形が四角のナット本体のねじ下穴12を含む中央部分に設けた、端面が金属板を打ち抜くパンチとして働く筒状のパイロット部13の周側壁面と側壁14を軸線に対して傾斜させ環状溝15を奥拡がりの蟻溝に形成したハイストレスタイプのピアスナットのナットブランク11をナットホーマーを用いて圧造成形するピアスナットの製造装置である。ねじ下穴12の穴抜き及びパイロット部13の端面部分を半径方向へ押し拡げて、環状溝15を画定するパイロット部13の周側壁面を傾斜させ拡大する圧造工程が終了したナットブランク11bの対角方向の四隅の端面を4本のノックアウトピン77で押し出して、ダイスの端面近傍に位置するトランスファー機構の一対のフィンガー58,58の間に押し込む構成とした。
(もっと読む)
中空本体要素及び構成要素アセンブリ
【課題】改良された構成要素への取付用中空本体要素を提供する。
【解決手段】シート金属からなる構成要素280への取付用の中空本体要素は、第1の側面2およびシート金属接触面を形成する第2の側面3を有する正方形の外形を有し、貫入セクション222を備え、該セクションは、アンダーカット244を有し、第2の側面において外側円錐面を有するリング凹部212によって囲まれ、リング凹部の外側円錐面は、第1の側面から第2の側面へと円錐状に半径方向外側に拡散する面であり、第2の側面と合流し、貫入セクションは、第1の側面から延びるアパーチャ204を備え、回転防止機構272が、中空円筒形突出部210の外側、あるいは中空円筒形突出部の周囲においてリング凹部の領域の内側に形成され、リング凹部の全ての側において、第2の側面におけるリング凹部から半径方向外側の部分が平面をなしている。
(もっと読む)
中空本体要素および部品アセンブリ
【課題】 板金(280)からなる部品に取り付ける、例えば、ナット要素などの中空本体要素(200)を提供する。
【解決手段】 前記方法は、幾つかの作業ステーションで構成された連続複合ツール(10)を使用して、形材に前もって穴(204)を打ち抜いた後で、形材ロッド(1)または巻材の形態の形材を個々の要素に切断することからなる。本発明は、穴抜き加工と打抜き加工が作業ステーションで行われることを特徴とする。本発明はまた、中空本体要素(200)、部品、連続複合ツール(10)、およびローリングミル(600、602)に関する。
(もっと読む)
ボールねじ用ナットの製造方法、ボールねじ用ナット
【課題】軸方向寸法が長く内径が小さいナットを製造する場合でも、金型を破損することなく、複数のボール戻し経路をなす凹部をナット素材の内周面に塑性加工で直接、形成できるようにする。
【解決手段】素材ホルダ2とカムドライバ6とカムスライダ7,8と筒状部材5を有する金型を用いたプレス法により、ナット素材1の内周面11にボール戻し経路をなすS字状凹部15,16を形成する。カムドライバ6は、カムスライダ7,8の斜面71,81と同じ傾斜の斜面61b,61dを有する。カムスライダ7,8は、S字状凹部15,16に対応するS字状凸部73,83を有し、筒状部材5の貫通穴52,53に保持されている。プレス圧を掛けてカムドライバ6を上から押すと、カムスライダ7,8がそれぞれ径方向外側へ動き、S字状凸部73,83がナット素材1の内周面11を押して塑性変形させる。
(もっと読む)
ボールねじの製造方法
【課題】鍛造に要するエネルギーが小さいボールねじの製造方法を提供する。
【解決手段】円柱状の鋼製素材20を冷間鍛造により加工し、ナット5と略同一形状のブランク21を得た。次に、ブランク21の円柱面状の内周面のうち中間部11bに対応する部分を凹化させて、凹部24を形成した。凹部24を形成した後に、ブランク21の円柱面状の内周面のうち両端部11a,11aに対応する部分を、金型を用いた鍛造により凹化させるとともに、凹部24が形成されている部分を、金型を用いた鍛造によりさらに深く凹化させて、両端部11a,11aの溝深さよりも中間部11bの溝深さの方が深くなっている凹溝22を形成した。そして、ブランク21の内周面に、切削加工により、凹溝22の端部と接続するようにねじ溝5aを形成した。最後に、所望の条件で熱処理を施して、ナット5を得た。
(もっと読む)
ボールねじ用ナットの製造方法
【課題】パンチを用いた鍛造加工法によりナット素材の軸方向端部の内周面にボール循環溝を形成する際に、ナット素材の軸方向端面への材料流動を抑制しながら、パンチに作用する曲げ応力を低下させる。
【解決手段】ナット素材1の上端面を、押え部材4と上部材8によりコイルバネ(弾性機構)91を介して拘束し、ナット素材1の下端面を下型3で拘束した状態で、カムドライバ6を押し込む。これにより、パンチ7がナット素材1の径方向外側に移動し、ナット素材1の内周面11にパンチ7の突起71が押し込まれて、ナット素材1が塑性変形し、内周面11の軸方向の上端部にボール循環溝15が形成される。
(もっと読む)
ボールねじ機構
【課題】加工の無駄を省き、ボールねじ機構の信頼性を高め、製造の自由度が向上するボールねじ機構の製造方法を提供する。
【解決手段】循環路2bはナット2の内周面に直接形成されるため、図9に示すように、雌ねじ溝2aと循環路2bとの間を滑らかに接続し、段差を設けないようにできるので、雌ねじ溝2aと循環溝2bとの間をボール3が通過しても、異音や作動トルク変動(ひっかかり等)を生じることがなく、また寿命低下等を抑制することができる。
(もっと読む)
縦溝を有するナットの製造方法
【課題】一連の圧造工程の中で凹状の縦溝をナット材の角形部に簡単確実に加工できながら、縦溝を絞り成形するためにダイスに設ける突状リブの寿命を効果的に延ばすこと。
【解決手段】予備圧造工程にて、一定寸法の円柱状ナット材における先端にテーパ面を、また後端に形成すべき縦溝よりも深い窪み部1cを圧造すると共に、外周全体又は外周の後端側を多角状に成形し、次の圧造工程にて、予備圧造工程で得られたナット材12を180°方向転換させたうえでダイス18の型孔18aに据え込んで該型孔18に放射内方へ突出する複数の突条リブ19で絞り、その絞り余肉を多角部1dの窪み部内に張り出すように逃がしながら圧造して各多角部1d間の面に縦溝1eを形成し、その後の工程で前の圧造工程で得られたナット材に孔抜きを行うようにした。
(もっと読む)
インサート金具の製造方法、及び同製造方法によって製造されるインサート金具
【課題】本発明は、専用加工機によるローレットの形成工程を省きながら、アヤ目ローレットと同等の耐引き抜き荷重、耐ねじりトルクを有するインサート金具を製造するインサート金具の製造方法、及び同製造方法によって製造されるインサート金具を提供しようとするものである。
【解決手段】被装着物である樹脂板や金属板にあらかじめ穿設された下穴に、その軸部を押入し、あるいは被装着物にあらかじめ埋設して使用するインサート金具に要求される軸心回りの回動及び軸心方向への抜け落ちを規制する軸部外周のローレット及び膨出凸部の加工が、専用の加工機を用いることなく、複数個の金型が装備されたインサート金具製造装置において、円形断面の線材の切断からねじ切り前のインサート金具形成まで一貫した鍛造工程内で実施されるインサート金具の製造方法による。
(もっと読む)
ボールねじ及びその製造方法並びに金型
【課題】ボール循環路が高精度で、形成後に修正加工作業の必要がないボールねじ及びその製造方法、並びに、そのようなボールねじの製造に使用される金型を提供する。
【解決手段】S字状循環路6の形成時に生じるナット5の余肉を、循環路加工治具4に設けた逃げ溝3に集めて、ボール11の案内部となるフランジF1を形成したことにより、ナット5やS字状循環路6の変形を抑制するとともに、円滑なボール11の転動を行うことができる。また、S字状循環路6の形成後に修正加工作業が不要であるため、高精度なボールねじを製造できるとともに、製造コストの低減及び耐久性の向上が図られる。
(もっと読む)
スペーサーナットの製造方法
【課題】NC旋盤を用いることなく、既存のプレス加工設備を用いて加工が可能であり、部品調達コストが低く、また、製造効率が高く製造コストが低いスペーサーナットの製造方法を提供する。
【解決手段】所定の厚さ寸法を有する金属板材にプレス加工によって所定長を有する突起部を形成する第1の工程と、上記突起部を鍛造し、有底円筒形の軸部に成形すると共に上記軸部の基端部の周縁にプレス加工によって、フランジ部を形成する第2の工程と、上記軸部の先端部にプレス加工によって開口部を形成する第3の工程と、上記軸部の基端部を径方向内方に向かってプレスし、上記軸部の周方向に沿って溝部を形成する第4の工程と、上記フランジ部の外周に沿ってプレス加工によってセレーション部を形成しつつ、上記フランジ部をプレス加工によって上記金属板材から打ち抜く第5の工程と、上記軸部の内周面部にネジ溝を形成する第6の工程とを備えた構成とする。
(もっと読む)
雌ねじ部品の製造方法、雌ねじ部品、およびねじ接続部
【課題】大きい力を吸収するのに好適な、および/または自動の螺合を行うのに好適な雌ねじ部品の製造方法、該雌ねじ部品、および該雌ねじ部品を含むねじ接続部を提供する。
【解決手段】本発明の雌ねじ部品の製造方法は、内径Dkの内径部3とこれよりも大きい内径Dfの内径部5とを有するブランク13をプレス加工で作製し、開口部14にマンドレル17を挿入し、ブランク13にプレス加工を施して両方の内径部3,5の内径を同一とし、開口部14からマンドレル17を取り出し、両方の内径部3,5に雌ねじ4,6を加工して雌ねじ部20,21を形成し、雌ねじ部20,21に相対的な調節を施して螺合時に制動トルクが生じるように両方の雌ねじ部20,21を互いに位置決めし、雌ねじ部20,21を、軸方向の寸法が互いに同一になるように、かつ、その両端部の接触面の寸法が互いに同一になるように形成する。
(もっと読む)
締結ナットの製造方法
【課題】材料の損失が発生することがなく、コスト高とならない締結ナットの製造方法を提供する。
【解決手段】金属板材を絞り加工により、有底筒状に形成し、逆絞りにより、底部から内側に向かって突出した内側円筒部4を形成し、内側円筒部4の底部4aを、ピアシングにより穿孔するとともに、内側円筒部の板厚4を、板厚増加加工により増加させて締結部を形成する。なお、板厚増加加工は、圧縮絞りパンチにより、内側円筒部4の外表面の表面積を減少させ、この表面積の減少に相応する体積を、塑性流動により内側円筒部4の厚さに遷移させる多段圧縮絞りにより行うことが好ましい。また、板厚増加加工はスエージングにより行うことが好ましい。
(もっと読む)
インサート金具及びその製造方法
【課題】 筒軸本体の外周面に設ける溝形状を工夫することによりインサート金具に抜け止め及び回り止め作用を与えられるようにした。
【解決手段】 筒軸本体11の一端部に鍔部12を備えてなるインサート金具において、筒軸本体11の他端部に先き細まりのテーパ部13を介して小径筒軸部14を形成する一方、テーパ部13から筒軸本体11にわたって筒軸本体11の軸線方向に対して傾斜する傾斜係合溝15…,16…を複数本設けると共に、隣り合う傾斜係合溝15,16の上記軸線方向に対する傾斜方向が互に逆方向となるように形成した。
(もっと読む)
ナット
【課題】ナットがねじ込まれた状態から自然に回動して弛緩することを、度重なる使用の後でも確実に回避することができるナットを提供する。
【解決手段】工具係合のための駆動部分2と、部材に接触する接触範囲4と、長手方向にスロットを備えたスリーブ状のクランプ範囲3とを有するナットであって、周方向でクランプ範囲のスロットの間にクランプ舌片15が配置され、スロットとクランプ舌片とを備えたクランプ範囲及び駆動部分が、中実変形によって形成され、ナットの雌ねじ山が駆動部分に沿って、一定の直径をもって延びている部分と、クランプ範囲の軸方向長さの少なくとも一部にわたって駆動部分からの間隔増大に連れて減少する直径をもって延びている部分とを備えており、クランプ範囲3の軸方向長さの少なくとも部分範囲にわたって、クランプ舌片15の壁厚が、駆動部分2からの間隔増大に連れて減少する。
(もっと読む)
ナット、ナットの製作方法、およびこれに対応する工具
【課題】効率良く使用でき、簡単にかつ素早く製作することができる、ばねのような閉止作用を有するナット、この製作方法およびこれに対応する工具を提供する。
【解決手段】本発明のナットは、ねじ孔(62)と、このねじ孔の長手軸心(E)方向に、径に沿って円周状に設けられた内溝(78)とを有する金属製部材を備えたナットであり、環状の鍔部(64)が、当該ナット(70)の端面(54)の1つに一体的に形成され、その断面が軸心方向に曲げられており、軸受面(55)としてねじ孔(62)を囲むこの端面の区域と、環状の鍔部に直接形成された収容スロット(78)とを形成していることを特徴とする。
(もっと読む)
中空本体要素の製造方法、中空本体要素部品アセンブリ、中空本体要素製造用順送型ツールおよびローリング機構
本発明は、通常は鋼(280)で作られる部品に付ける、例えば、ナット要素などの中空本体要素(200)の製造方法に関し、特に、基本的に正方形かまたは長方形の外形(202)を有する中空本体要素の製造方法に関する。前記方法は、幾つかの作業ステーションで構成された連続複合ツール(10)を使用して、形材に前もって穴(204)を打ち抜いた後で、形材ロッド(1)または巻材の形態の形材を個々の要素に切断することからなる。本発明は、穴抜き加工と打抜き加工が作業ステーションで行われることを特徴とする。本発明はまた、中空本体要素(200)、部品、連続複合ツール(10)、およびローリングミル(600、602)に関する。  (もっと読む)
(もっと読む)
1 - 20 / 24
[ Back to top ]