
Fターム[4E087HB09]の内容
鍛造 (11,151) | 製品−形状、鍛造による接合物品 (435) | 中空物品 (293) | リング状のもの (55) | 大口径リング(シェル) (11)
Fターム[4E087HB09]に分類される特許
1 - 11 / 11
金属製部品の塑性加工装置
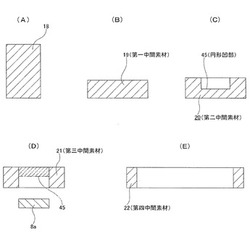
【課題】円環状の第三中間素材21をローリング加工により拡径して第四中間素材22とする際に、破断面の溝底を起点とする微小なクラックの発生を防止して歩留りを向上させ、製造コストの低減を図る。
【解決手段】円板状の第一中間素材19の片面に揺動鍛造により円形凹部45を形成した後、中央部をこの円形凹部45と反対側から打ち抜いて、上記第三中間素材21とする。打ち抜きに伴って内周面に生じる破断面が、軸方向中間部に位置する。この破断面は、上記ローリング加工の初期段階で押し潰されて平滑面となる。この為、上記第三中間素材21の直径が拡がる段階でこの第三中間素材21の内周面には、上記クラック発生の起点となる様な溝が存在しない状態となり、上記課題を解決できる。
(もっと読む)
穴あけされたブシュブランクのためのブシュ拡開装置に用いられる供給装置および穴あけされたブシュブランクを鍛造するための方法

【課題】穴あけされたブシュブランクの極めて正確な位置決めを可能にし、ひいてはブシュブランクの正確でかつフレキシブルな変形加工/鍛造を可能にする。
【解決手段】ブシュブランク3の周面を変形加工する鍛造サドル9に対して鍛造マンドレル5が、ブシュブランク3の穴あけ部4の内側でカウンタホルダを形成しており、鍛造サドル9が、駆動装置10,11によって比較的高速に駆動可能であり、当該供給装置が、ブシュ拡開装置1内に引込み可能な台車を有しており、該台車が、相互間隔を置いて配置された載置装置25,33,34を有しており、該載置装置が、鉛直方向でストローク運動可能でかつ回転運動可能な3つの支承台を有しており、鍛造サドル9の駆動装置も、載置装置および当該供給装置のための駆動装置も、1つのCNC制御部49に、プログラム制御されるように関係付けられている。
(もっと読む)
環状成形体の製造方法及び環状成形体
【課題】同一の素材からなり、部分的に特性の異なる環状成形体を製出することが可能な環状成形体の製造方法、この製造方法によって製造された環状成形体を提供する。
【解決手段】貫通孔を有する環状素体20にリング圧延を施すことによって成形される環状成形体の製造方法であって、前記リング圧延においては、環状素体20の内周側に配置されるマンドレルロール50と、環状素体20の外周側に配置されるメインロール40と、によって圧延を行う構成とされており、マンドレルロール50と環状素体20との接触部又はメインロール40と環状素体20との接触部の少なくとも一部に、マンドレルロール50又はメインロール40からの押圧力を軽減する押圧力軽減部を形成し、前記押圧力軽減部に相当する部分の結晶粒を他の部分の結晶粒よりも粗大にすることを特徴とする。
(もっと読む)
ブシュ拡張装置及びブシュブランクの鍛造法
本発明は、大型で重いブシュブランク(5)を、モータにより、例えば液圧式で駆動可能な変形加工工具(4)によって、比較的少ない投資コストで部分的に鍛造することができると同時に、直径と高さの両方を拡大させる、ブシュ拡張装置及び方法に関する。  (もっと読む)
(もっと読む)
口絞りシェルの製造方法
【課題】リング状の被加工材の外周面にノッチを加工して拡径鍛造により口絞りシェルを製造する際に、円筒状シェル部の拡径に伴う口絞り部の拡径を防止して、工程設計を容易とする製造方法を提供することである。
【解決手段】リング状の被加工材1cの外周面にノッチ7を加工し、この被加工材1cを芯金5と金敷6との間で回転させながら拡径鍛造することにより、円筒状シェル部9bの端部に口絞り部9aが一体に形成されるようにした口絞りシェルを製造する際に、口絞り部9aの先端部の端面Eを水もしくは空気、または水と空気との気液混合液で冷却しながら拡径鍛造を行なうようにした。それにより、口絞り部9aの変形抵抗が上昇して、先端部の拘束力が強化されるため、円筒状シェル部9bの拡径に伴う口絞り部9aの拡径が防止され、鍛造工程設計が容易となり、絞り量自体も大きくとることができる。
(もっと読む)
口絞りシェルの製造方法および口絞りシェル
【課題】口絞り部と直円筒状シェルとの境界部での材料の引けを抑制して欠肉の発生を防止でき、かつ、低コストで製品歩留まりが向上する、大型圧力容器用の口絞りシェルの製造方法とその口絞りシェルを提供することである。
【解決手段】リング状素材1を芯金4と金敷5との間で回転させながら拡径鍛造することにより、円筒状シェル2aの端部に口絞り部2bが一体に形成されるようにした口絞りシェルの製造方法で、前記リング状素材1を1周または複数周回転させるごとに芯金4をその軸方向に口絞り部2bと反対の方向へずらして拡径鍛造するようにした。このように、口絞り部2bを多段階で成形することにより、その外周面の勾配を多段に緩やかに形成できるため、口絞り部2bと円筒状シェル部2aの境目に引けによる欠肉や、口絞り部2bの外周部の欠肉の発生を防止することができる。
(もっと読む)
リング素材の鍛造方法及びその鍛造装置
【課題】リング素材の初期設計値と鍛造後の形状に差がなく歩留まりの低下がないリング素材の鍛造方法及びその鍛造装置を提供することを課題とする。
【解決手段】所定温度に加熱された円筒形状のリング素材1に芯金2を挿入し、リング素材1の上方に配置した上金敷3によりリング素材1の外表面を、その全長に亘って圧下しつつ、芯金2の回転によりリング素材1を回転することによって圧下領域の移動を繰り返し行いリング素材1を鍛造するリング素材の鍛造方法において、上金敷3の中心軸をリング素材1の中心軸から平面視で傾けた状態で、リング素材1を鍛造する。
(もっと読む)
リング素材の鍛造方法及びその鍛造装置
【課題】リング素材の初期設計値と鍛造後の形状に差がなく歩留まりの低下がないリング素材の鍛造方法及びその鍛造装置を提供することを課題とする。
【解決手段】所定温度に加熱された円筒形状のリング素材1に芯金2を挿入し、リング素材の1上方に配置した上金敷3によりリング素材1の外表面を、その全長に亘って圧下しつつ、芯金2の回転によりリング素材1を回転することによって圧下領域の移動を繰り返し行いリング素材1を鍛造するリング素材の鍛造方法において、リング素材1の両端部に設けられた保温材4及び/又は加熱装置5によりリング素材1の両端部と中心部の温度差を200℃以内にしてリング素材1を鍛造する。
(もっと読む)
リング鍛造における工程設計方法と鍛造制御方法
【課題】大型圧力容器の本体部などの直円筒状シェルをリング鍛造により成形する場合に、効率よく目標形状に成形し、歩留低下を防止することが可能な鍛造工程設計法方法と、それを用いた鍛造制御方法を提供することである。
【解決手段】大型リング材の鍛造開始時の外径D1、肉厚T1および長さL1と、目標圧下量Sと、1周回あたりの圧下量Pを設定するステップと、必要周回数Nを決定するステップと、前記大型リング材の1周回ごとの変形(拡径)後の外径D2および長さL2を定式化し、この定式を実機鍛造データにより修正した予測式を備えた鍛造工程設計方法により予測した1周回ごとの外径D2および長さL2を用いて実機リング鍛造工程での外径および長さを制御するようにした。それにより、鍛造上がり材の、外径とともに、長さの精度よい予測が可能となり、素材形状や鍛造条件を効率よく決定することができる。
(もっと読む)
口絞りシェルの製造方法
【課題】口絞り部と直円筒状シェルとの境界部での材料の引けを抑制して欠肉の発生を防止でき、かつ、低コストで製品歩留まりが向上する、大型圧力容器用の口絞りシェルの製造方法を提供することである。
【解決手段】リング状素材の外周面にノッチを加工し、この素材を芯金と金敷との間で回転させながら拡径鍛造して円筒状シェル部の端部に口絞り部を一体に形成する口絞りシェルの製造方法で、前記ノッチを素材の口絞り部側の端面Eaから、素材の全長L0の0.28以下の位置に、肉厚Tに対するノッチから素材の他方の端面Ebの距離の比が7.0以上となるように加工し、前記ノッチから端面Ebまでの素材外周面に前記金敷を接触させ、圧下率Sが、以下の第1式(b:材質依存定数)を満たすように拡径鍛造するようにしたのである。
S≦(1/b)×(δ1u/L1)×(L0/L1)2 -------------(1)
(もっと読む)
口絞りシェルの製造方法および口絞りシェル
【課題】 口絞り部分とシェル本体との境界での鍛造材料の引けを抑制し、鍛造(拡径)の進行によって、前記境界での欠肉発生を防止した、口絞りシェルの製造方法、および、この製造方法によって製造された口絞りシェルを提供することを目的とする。
【解決手段】 孔開け加工後の鋼塊を回転させながら鍛造によって拡径して円筒状シェル1を形成する際に、拡径途中において、円筒状シェル端部の口絞り相当部分2と直線状胴体部分1aとの境界位置Aの外周部に、円筒状シェル1周方向に亙ってノッチ3を入れて、前記境界位置Aにおいて、シェル外周側の鍛流線を切断した後、円筒状シェル1端部の口絞り相当部分2を鍛造しない自由端とするとともに、直線状胴体1a部分のみを更に鍛造によって拡径することにより、口絞り部を一体に形成することである。
(もっと読む)
1 - 11 / 11
[ Back to top ]