
Fターム[4E093PA03]の内容
鋳型又は中子及びその造型方法 (3,688) | 湯口又は湯道 (126) | 構造 (95) | 湯口、湯道等の注湯系 (76)
Fターム[4E093PA03]に分類される特許
1 - 20 / 76
傾動式重力鋳造法
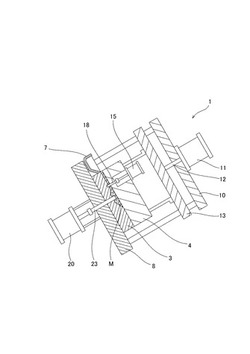
【課題】溶湯の充填性に優れ、鋳造品に鋳造欠陥が生じることを充分に防ぐことができる 傾動式重力鋳造法の提供。
【解決手段】傾動式重力鋳造装置1は、金型2にラドル7を備え、ラドル7に溶湯Mを溜め、金型2が傾けられたときに湯口5を介して該金型2のキャビティ6に溶湯Mを注ぐものである。傾動式重力鋳造装置1を用いた傾動式重力鋳造法において、金型2を傾ける金型傾動工程が完了するまでの間に該湯口5を遮断部材18で遮断した状態で該キャビティ6の溶湯Mを加圧ピン23で加圧する加圧工程が開始される。
(もっと読む)
ダイキャストのランナ

【課題】溶湯内に空気が入り込むことなく、かつ、溶湯がランナ内で固まることがないダイキャストを提供する。
【解決手段】先端押出面が円形形状のプランジャ9によって溶湯をゲート7まで導くダイキャストのランナ8であって、前記ランナ8には、前記プランジャ9から溶湯が押し出される入口側8aから湯流れ底面に平面部10が設けられ、押し出された溶湯の先端部が略平面状となるように湯流れ速度を均一にしたことを特徴とする。
(もっと読む)
成型用鋳型
【課題】簡単な構成によって、湯口に付着した凝固物の離型を容易且つ確実に行う。
【解決手段】成型用鋳型10は、溶湯を上流側の開口部46から下流側のキャビティ18に流通させる湯口42を備える。湯口42には、溶湯の流路を囲う内壁44a〜44dが設けられており、内壁44a(ガイド壁44e)には、溶湯の流入方向に延在するリブ50が形成されている。これにより、リブ50の両側で厚い層の凝固物が形成されるため、凝固物の離型を容易且つ確実に行うことができる。
(もっと読む)
内燃機関用ピストンの鋳造金型
【課題】内燃機関用ピストンの鋳造において、製品部の鋳造欠陥を大幅に低減しつつ、かつ堰切断機や湯道切断機を使用せずとも製品部の身食いを発生させずに堰折りを可能とすることを目的とする。
【解決手段】本発明は、ピストンスカート部3を備えた内燃機関用ピストン1を鋳造するための金型であって、内燃機関用ピストン1に対応する形状の空間によって構成される製品部12と、ピストンスカート部3と対応する位置において製品部12に連結される湯道13と、湯道13と製品部12との連結箇所に所定の開口幅で形成される堰14と、を備え、堰14は、内縁部を谷部16とするV字型に設けられ、谷部16は、下方向に行くに従って製品部12から離間するように設けられるとともに、上側部分18と上側部分18よりも幅広に開口された下側部分19との間に段差部20が形成されるように設けられていることを特徴とする。
(もっと読む)
下注ぎ方式の注湯管及び注湯方法
【課題】溶融金属の下注ぎ方式の注湯方法において、注湯速度を低下させることなく、又は前記注湯速度が変動する条件下でも同様に、複雑な装置を設置する等の生産性低下やコスト上昇等を招来することのない簡易な方法で、注湯中の鋳型内溶融金属の湯面方向(直上方向)の流速を低減させる。
【解決手段】鋳型4の底部に設けられた吐出口3から下方へ長さLまでの領域内の注湯管1の内孔2の形状が、横方向断面の径が吐出口3たる起点から下方向に向かって漸次曲線で縮径し、かつその漸次縮径する曲線が、注湯管の中心軸を通過する縦方向断面において特定の式によって表される形状を有するようにする。
(もっと読む)
フローティング型ディスクブレーキのキャリパボディの製造方法およびキャリパボディ
【課題】キャリパボディの製造効率を向上させる。
【解決手段】ディスクロータへブレーキパッドを押圧するピストンが挿入されるシリンダ孔が形成されるシリンダ部構成部25aと、シリンダ部構成部25aから延出され透孔50が形成されるブリッジ部26と、ブリッジ部26の先端側に形成されシリンダ部構成部25aに対向配置される爪部構成部27aとを有し、爪部構成部27aに相当する部位71のディスクロータ周方向に離間した少なくとも2箇所に湯口82A,82Bを設けた鋳型70を準備し、鋳型70の少なくとも2箇所の湯口82A,82Bから溶湯を注入し、シリンダ部構成部25a側から凝固が始まるようにする。
(もっと読む)
受口形成装置及び抜枠鋳型造型装置
【課題】 受口及び湯口への砂粒の混入を防止しつつ、造型時に受口を形成する受口形成装置及び抜枠鋳型造型装置を提供する。
【解決手段】 抜枠鋳型造型装置に用いられ受口を形成する受口形成装置において、上スクイズプレートと一体化するための取付部と、取付部から下方側に向けて取付部と一体に設けられ、受口の斜面を形成する先端先細り状の斜面形成部と、斜面形成部の先端から取付部の端面まで貫通するように形成され、湯口を形成する湯口棒を挿通可能とする挿通部と、斜面形成部の基端側で、且つこの基端の外側に位置して立ち上がり形成されるとともに、壁面が外側に向くようにされた周壁部とを備え、斜面形成部と、周壁部との間には、周方向に形成された溝部が形成されている。
(もっと読む)
湯口部清掃方法及び湯口部清掃装置
【課題】 鋳型の湯口部に混入した砂粒を取り除き、砂かみ不良を防止する湯口部清掃方法及び湯口部清掃装置を提供する。
【解決手段】 それぞれ鋳型砂を用いて造型された上鋳型及び下鋳型を型合わせした状態で湯口、受口及び湯口底に付着した鋳型砂を清掃する湯口部清掃方法であって、外径が前記湯口の内径より小さく形成された管部材と、前記管部材に接続され、前記管部材を介して湯口内を減圧吸引する減圧吸引手段と、前記管部材の外側に設けられ、且つ前記受口の形状に沿った形状とされるとともに、前記管部材が前記湯口に挿入されたときに前記受口に挿入されて、前記受口との間に吸引通路となる所定の隙間を形成する通路形成部材とを備える湯口部清掃装置を用いる。
(もっと読む)
調理プレート
【課題】調理プレート鋳造時の不良率を低減し、オーバーフロー部を小さくできる調理プレートを提供することを目的にする。
【解決手段】被調理物を調理するための調理プレートであって、前記調理プレートは、複数の直線状の凸状リブと、前記複数の直線状の凸状リブ間に設けられる長孔とを有し、前記調理プレートは、鋳造により成形され、鋳造時の金型は、湯口及びオーバーフロー部を有し、前記湯口は、前記凸状リブの長手方向の一端部側に設けられる構成。
(もっと読む)
金型鋳造方法
【課題】金型鋳造において、高品質の金型鋳造品を鋳造することと、金型鋳造のサイクルタイムを大幅に短縮することができる金型鋳造方法を提供する。
【解決手段】黒鉛製骨材とケイ酸系バインダを含む塗型材を準備し(S1)、前記塗型材を金型溶湯鋳込み面に塗布して長寿命・低熱抵抗の塗型を形成し(S2)、断熱性の壁を使用した押湯部、金型部及びガス注入部を含む構造体を作製し、押湯サイズを鋳造品に対応した適切な容積に縮小し(S3)、不活性ガスを型内全体に行き渡るように注入し、塗型面に溶湯を鋳込む。そして、金型が塗型の温度を一定範囲に設定するための冷却孔を含むようにし、金型内部の不活性ガスを排出しながら、一定温度に維持された金型の内部に溶湯を鋳込むようにする(S4)。
(もっと読む)
低圧鋳造用のストーク及び低圧鋳造方法
【課題】酸化物の鋳型への流入を防止することができる技術の提供を課題とする。
【解決手段】第1通路27と、第2通路28とが備えられ、第2通路28に第1フロート室31と第2フロート室32とが設けられ、第1フロート室31は、第1フロート37を上下移動可能に収納し、下端に第1フロート37の脱落を防止する第1脱落防止部 が設けられ、上端に第1フロート37が接触する第1座39及び第1フロート室31から第2フロート43への溶湯15の流れを許容する第1通孔41が設けられており、第2フロート室32も、第2フロート43、第2脱落防止部44、第2座45、第2通孔46が設けられている
【効果】酸化物50を、第2通路28で捕捉し、酸化物50を含まない溶湯15を鋳型23に注入する。酸化物50が捕捉された溶湯15を鋳型23へ注入することで、高い品質の鋳造品を製造できる。
(もっと読む)
重力鋳造装置
【課題】 押湯を必要としない重力鋳造装置であって、最適なタイミングで鋳型内の溶湯にガス加圧することができる重力鋳造装置を提供する。
【解決手段】 重力鋳造装置は、キャビティを形成した鋳型と、上端に開口する湯口が形成されるとともに、溶湯を前記キャビティに案内する湯道が形成された湯口金型と、当該湯道を開放及び遮蔽可能な遮蔽手段と、鋳型の外部から前記キャビティ内に貫通するように設けられ、キャビティ内に充填された溶湯の流出を抑止するとともに、鋳型の外部とキャビティ内との間でガスを通過可能なガス弁を具備した複数のガス口と、前記複数のガス口に対してそれぞれ異なるタイミングでガスを供給可能なガス供給手段と、を備え、前記ガス供給手段は、ガス口毎に前記キャビティ内の前記ガス口に近接する位置に充填された溶湯が所定温度まで低下したときに、当該ガス口に対してガスの供給を開始する。
(もっと読む)
鋳物の鋳造方法及び鋳造装置
【課題】一つの型構造物にランナー部とキャビティー部とが形成されている鋳造装置では、複数種類の鋳物毎に型構造物を作製する必要があり、また、鋳造個数の自由度も低かったので、安価で、自由度の高い鋳物の鋳造方法及び鋳造装置を提供する。
【解決手段】溶湯充填が可能な鋳造空間を形成する型構造物5と、この型構造物5とは別途に設けられ、当該型構造物5と接続して型構造物5の鋳造空間に溶湯を供給するランナー1とを備え、ランナー1が分割可能な構造を有すると共に、型構造物5が複数部材の組立構造を有する鋳造装置10を用いて、鋳物を鋳造する。
(もっと読む)
ボアを含む金属製インゴットを製造する方法並びに関連のインゴット及び成形装置
本方法において、インゴット型2と、コア4と、底部27とによって画定された成形キャビティ3Aを含む型1が、溶融金属をその上部にて導入する手段9を含む真空鋳造エンクロージャー5の内側に配置されている。真空鋳造エンクロージャー5の中に導入された溶融鋼を受け入れるのに適しているとともに、成形キャビティ3A内に溶融金属を再分配するのに適している、溶融金属を受け入れて分配する手段11A、11’が、成形キャビティ3Aの上部に配置されている。溶融金属は、受け入れて分配する手段11A、11’の上に溶融金属を注ぐために真空下で溶融鋼の第1の噴流50を形成するように、かつ、真空下で溶融鋼の少なくとも1つの第2の噴流52を形成するようにエンクロージャー5の中に導入され、第2の噴流52は、成形キャビティ3Aに溶融金属を満たすように、受け入れて分配する手段11A、11’で始まるとともに成形キャビティ3Aで終わる。  (もっと読む)
(もっと読む)
鋳造法
【課題】通気性鋳型の重力注湯による鋳造法において、該通気性鋳型の全キャビティーのうちの一部である溶湯を充填させたい所望のキャビティー部分のみに溶湯を充填し、かつ速やかにその充填工程を完了させる鋳造法を提供する。
【解決手段】溶湯を充填させたい所望のキャビティー部分の体積とほぼ等しい体積の溶湯を注湯後、湯口部から添加材を送り込み、注湯された溶湯を所望のキャビティー部分に充填するとともに、添加材をその他のキャビティー部分に充填する。
(もっと読む)
鋳造のためのモールドおよびそれを用いる方法
固体不純物が溶融金属から除去されることを可能にする、金属を鋳造するためのモールド。モールド(50)は、その内部にキャビティを有し、キャビティは、鋳造部と、鋳造部(12)の上流で鋳造部に隣接するランニングシステムとを有し、ランニングシステムは、上流の入口部(58)、下流の出口部(60)、および前記入口部および出口部(58,60)との間に設けられた渦流チャンバ(54)を含み、フィルタが前記渦流チャンバと前記出口部との境界に設けられる。また、本願は、モールドを作る方法、モールドを作るためのパターン、モールドにおける使用のためのハウジング、およびモールドを使用する鋳造方法に関する。  (もっと読む)
(もっと読む)
保持器、転がり軸受、保持器の製造方法および射出成形用の型
【課題】軽量で、かつ高い強度を有するマグネシウム合金製の保持器および当該保持器を備えた転がり軸受、ならびに当該保持器の製造方法、さらには当該保持器の製造方法への適用に好適な射出成形用の型を提供する。
【解決手段】保持器14は、AZ91Dなどのマグネシウム合金からなり、射出成形により成形されている。そして、この保持器14においては、射出成形においてマグネシウム合金が合流することにより形成されたボイドを含む領域である合流領域が保持器14の外部に流出している。
(もっと読む)
重力鋳造用鋳型
【課題】鋳造品の品質を向上させるために、鋳型への溶湯の充填が完了した後直ちに鋳型を反転させることができ、かつ、溶湯が鋳型から流出することがない重力鋳造用鋳型を提供する。
【解決手段】溶湯11の供給口である湯口2と、該湯口2から供給された溶湯11を成形空間たる製品部5へ案内する湯道3と、該湯道3と製品部5との間に配置される押湯部4と、が形成され、湯道3の途中に該湯道3を閉塞可能な閉塞手段たる閉塞部材8を有し、水平方向に軸支される反転軸10によって支持され、反転軸10回りに上下反転される反転工程を有する重力鋳造方法に用いられる鋳型1であって、閉塞部材8は、鋳型1を構成する素材(例えば、鋳砂)に比して熱伝導率が十分に高い素材(例えば、銅)によって構成される。
(もっと読む)
重力鋳造用鋳型
【課題】鋳造品の品質を向上させるために、鋳型への溶湯の充填が完了した後直ちに鋳型を反転させることができ、かつ、溶湯が鋳型から流出することがない重力鋳造用鋳型を提供する。
【解決手段】溶湯7の供給口である湯口2と、該湯口2から供給された溶湯7を成形空間たる製品部5へ案内する湯道3と、が形成され、水平方向に軸支される反転軸10によって支持され、反転軸10回りに上下反転される反転工程を有する重力鋳造方法に用いられる鋳型1であって、湯口2の、反転工程において鋳型1から流出する溶湯7の流出経路となる部位である側面部2aと連通し、かつ、湯道3の内容積に比して大きい内容積を有する凹部たる貯溜部6が形成される構成とする。
(もっと読む)
タイヤ金型用鋳物の製造方法
【課題】鋳造収縮時のネジレや反り変形が発生し難く、セクショナルモールドの上下型間で収縮率差が少なく、大型物件でも比較的短い溶湯凝固時間にでき、健全な鋳物を得やすくすることができるタイヤ金型用鋳物の製造方法を提供する。
【解決手段】円周方向に複数分割することで金型の開閉動作を行うセクショナルモールドタイプのタイヤ成型金型用鋳物の製造方法において、分割された個々のブロック鋳物1を個別に鋳造して作製する工程を含む。この工程において、金型との接触面である意匠面6を四方から囲む上面部2a、下面部2bおよび両側の円周方向分割面3a、3bの4面に、少なくとも意匠面6を連続的に包囲するように冷やし金を配置した鋳型に溶湯を注湯する。
(もっと読む)
1 - 20 / 76
[ Back to top ]