
Fターム[4E094AB71]の内容
Fターム[4E094AB71]に分類される特許
1 - 8 / 8
シェルモールド成型方法及びシェルモールド成型機

【課題】中子を製造するために要する全サイクルタイムを短縮することにより、中子の生産性を高めると共に、中子を生産するために消費する可燃ガスの量を減少し、それに伴う二酸化炭素の発生量を減少させることを目的とする。
【解決手段】ホッパ2の円錐部2bにおいて予熱したRCSを加熱室3aに供給し、加熱室3aの中を下方から上方に流れる熱風により、加熱室3a内のRCSを機械的に攪拌しながら加熱し、RCSの砂粒の表面に被覆した樹脂を軟化させて軟化RCSとし、加熱室3aからブローヘッド4に軟化RCSを供給し、ブローヘッド4の中において上部攪拌機構6や下部攪拌機構7により軟化RCSを機械的に攪拌しながら貯え、その後軟化RCSを金型5に吹き込む構成とする。また、各駆動源としてサーボモータ等を使用し、加速及び減速時の加速度を適正に制御することにより高速化する。
(もっと読む)
シェルモールド造型方法及びシェルモールド造型機

【課題】金型5によるレジンコーティッドサンド(RCS)の燃焼時間を短縮することにより、中子10の生産性を高めると共に、1個の中子10を生産するために消費する可燃ガスの量を減少し、それに伴う2酸化炭素の発生量を減少させることを目的とする。
【解決手段】加温槽2の中において下方から上昇する空気流を発生させ、RCSを浮遊状態にして、加温管路22、26、32又は羽根28の中の加温路28aに摂氏85〜150度の油を通すことにより、RCSを摂氏80〜120度の範囲の温度まで加温し、加温したRCSを摂氏約300度に加熱した金型5に吹き込み、金型5の中でRCSを焼成させるシェルモールド造形方法及びシェルモールド造型機1とする。
(もっと読む)
中子造型用型構造及びベントプラグ位置決め方法
【課題】中子造型用型にベントプラグを正規位置に確実に位置決めさせて保持することが可能な中子造型用型構造及びベントプラグ位置決め方法を提供する。
【解決手段】ベントプラグ8の開口部端面13aが中子造型用型の上型1のベントプラグ取付部4に配置した高さ調節部材9の基準面15に当接されることにより、ベントプラグ8が高さ方向に位置決めされる。これと同時に、位置決め部材5の基部10の底部12がベントプラグ8の開口部13に内接されることにより、ベントプラグ8が基準面15上で位置決めされる。したがって、上型1に対して、ベントプラグ8を高い精度で位置決めすることができる。
(もっと読む)
造型機
マッチプレート11を挟持した上鋳枠12及び下鋳枠13を水平姿勢から垂直姿勢へ回動させる際に、上及び下造型空間を規定できる造型機が開示される。上部スクイズ部材14は、その加圧面がマッチプレート11の上面に対向するように上鋳枠12内に挿入可能であり、その加圧面がマッチプレート上面及び上鋳枠12と共に上部造型空間を規定する。回動フレーム23は、上部スクイズ部材14の加圧面が垂直方向下方に向き付けられるべき水平姿勢と、当該加圧面が水平方向に向き付けられるべき垂直姿勢との間で、マッチプレート11を挟持した上鋳枠12及び下鋳枠13並びに上部スクイズ部材14を一体的に回動可能に支持する。垂直姿勢に固定された盛枠15は、マッチプレート11を挟持した上鋳枠12及び下鋳枠13が垂直姿勢にあるときに、下鋳枠13に対して当接する。下部スクイズ部材16は、加圧面が水平方向に向き付けられており、盛枠及びそれに当接した下鋳枠内に挿入可能である。下部スクイズ部材16の加圧面はマッチプレート下面、下鋳枠13、及び盛枠15と共に下造型空間を規定する。
(もっと読む)
砂鋳型造型用金型及び砂鋳型の造型方法
【課題】粘結剤の染み付きを防止し、かつ、金型の交換サイクルをより長くすること。
【解決手段】砂と粘結剤とを混練した混練砂をキャビティ内に吹き込むための吹き込み口を有する砂鋳型造型用金型において、前記キャビティを形成する前記金型の表面のうち、前記吹き込み口に対峙する対峙部分がジュラルミン材料又はダイス鋼で構成され、かつ、その表面にショットピーニング処理が施され、平均粗さ(Ra)が4乃至15μmであることを特徴とする。
(もっと読む)
発泡混合物の金型キャビティへの充填方法および鋳型造型装置
【課題】欠陥鋳型を誘発することのない発泡混合物の金型キャビティへの充填方法を提供する。
【解決手段】粒子状骨材、水溶性バインダおよび水を攪拌して得た発泡混合物を、水平割金型のキャビティに圧入方式によって充填する方法であって、水平割金型の型合わせ部分における側部位置に前記キャビティに連通する注入口を形成しておいて、上端を開口した有底筒状を成して粒子状骨材、水溶性バインダおよび水を収納して攪拌するとともに側壁に発泡混合物の排出口を貫穿した撹拌槽および撹拌槽内の発泡混合物を押し上げる押上げ機構を備えた発泡混合物注入手段の排出口を水平割金型の注入口に接続し、押上げ機構を作動して発泡混合物注入手段の発泡混合物を上昇させるとともに排出口から排出して注入口に注入し、発泡混合物によってキャビティ内の空気を押し出しながらキャビティ内を満たすことを特徴とする。
(もっと読む)
水溶性バインダ鋳型造型用金型装置
【課題】 水溶性バインダを粘結剤として造型した鋳型は離型が悪い。
【解決手段】粒子状骨材、1種類以上の水溶性バインダおよび水を撹拌して生成した発泡状混合物により鋳型を造型するに当たり、発泡状混合物が充填されて鋳型を造型する金型装置において、鋳型が離型しにくい部分に耐熱性と離型性を有する物質で製作した部品4を埋設するか、および/または鋳型が離型しにくい部分を耐熱性と離型性を有する物質の膜で被覆したことを特徴とする。
(もっと読む)
インベストメント鋳造ピン
鋳型のセラミック中子を支持するためにインベストメント鋳造法またはロストワックス法において使用されるピンは、溶融金属を鋳型に流し込む間にセラミック中子の位置を維持するために好適な強度をもたらすが、鋳型の焼成中の酸化の影響を受けやすい金属から形成される芯を含む。ピン芯は、鋳型の焼成中の酸化に耐え、鋳造部品の処理中の化学的相互作用に耐える金属から形成される外側コーティングで包まれる。中間コーティングは、好ましくは芯と外側コーティングとの間に配置され、鋳型の焼成中の酸化に耐え、鋳造部品の処理中の化学的相互作用に耐える金属から同様に形成される。この発明は、さらに、複数のこれらのピンを使用するインベストメント鋳造鋳型、ならびにピンおよび鋳型を作る方法を含む。 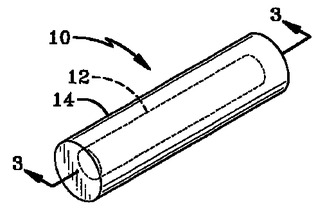 (もっと読む)
(もっと読む)
1 - 8 / 8
[ Back to top ]