
Fターム[4F201AG05]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 一般形状、構造物品 (645) | 表面凹凸 (8)
Fターム[4F201AG05]に分類される特許
1 - 8 / 8
フィルムロールおよびその製造方法
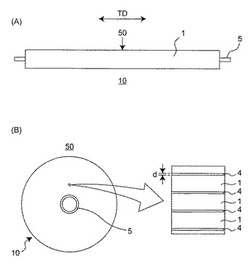
【課題】巻きズレやブラックバンドの発生が抑制されたフィルムロールおよびその製造方法を提供すること。
【解決手段】幅手方向の両端にナーリング部を有するポリマーフィルム1が巻5芯の周囲に多層状に巻き取られてなるフィルムロールであって、該フィルムロールを幅手方向(TD)に対して垂直に二等分する断面において、ポリマーフィルム間に不活性ガスの層4を有し、該不活性ガス層の厚みdが平均で3.0〜5.0μmであるフィルムロール。幅手方向の両端にナーリング部を有するポリマーフィルムを巻芯の周囲に多層状に巻き取る工程において、巻き取られる直前のポリマーフィルムと巻芯の周囲に既に巻き取られた最外のポリマーフィルムとの間に不活性ガスを供給して該ポリマーフィルム間に不活性ガスを送り込むフィルムロールの製造方法。
(もっと読む)
太陽電池用接着シートの製造方法

【課題】 本発明は、加熱による収縮の小さい太陽電池用接着シートを生産性良く製造することができる太陽電池用接着シートの製造方法を提供する。
【解決手段】 本発明の太陽電池用接着シートの製造方法は、エチレン系共重合体と有機過酸化物とを含有する樹脂組成物を押出機に供給して溶融混練し、上記押出機に取り付けた金型から樹脂シートを押出し、この樹脂シートを上記エチレン系共重合体の融点よりも25〜50℃高い温度にて冷却ロールの表面に載せ、上記樹脂シートを上記冷却ロールの表面に載せた状態で搬送しながら冷却し、上記樹脂シートを上記エチレン系重合体の融点よりも20℃低い温度以上で且つ上記エチレン系重合体の融点よりも15℃高い温度以下に冷却した状態で上記冷却ロールとエンボスロールとの間に供給して上記樹脂シートにエンボスを形成することを特徴とする。
(もっと読む)
樹脂の糸曳切断方法、樹脂の糸曳切断装置及び樹脂の成形方法
【課題】溶融樹脂を金型表面に塗布した後、塗布した樹脂を加圧して成形する溶融樹脂の微細転写プロセスにおいて、塗布した溶融樹脂と樹脂を塗布する装置との間に形成される樹脂残留物を良好な状態で切断する技術を提供する。
【解決手段】熱可塑性樹脂を溶融し、該溶融樹脂2をダイ開口部4から吐出しながら下金型表面5に塗布し、前記塗布した溶融樹脂を上金型18で加圧転写する成形方法において、前記ダイ開口部からの溶融樹脂の吐出を停止後、前記ダイ開口部からの溶融樹脂の吸引を行いながら、前記ダイ開口部を前記下金型表面から解離移動することにより、塗布を完了した位置で前記ダイ開口部と前記下金型表面上に塗布した溶融樹脂6との間に連続して形成される樹脂残留物7を延伸して薄い固体のフィルム状に変形させ、その後前記フィルム状に延伸された樹脂10をダイの幅方向にカッター14で切断する。
(もっと読む)
プリフォームの製造方法および製造装置、プリフォーム、光学部材
【課題】ナノコンポジット樹脂を用いて光学特性に優れた光学部材を安価に形成することができる光学部材用のプリフォームの製造方法および製造装置ならびに該方法により製造されたプリフォーム、そして該プリフォームから成形された光学部材を提供する。
【解決手段】無機微粒子が熱可塑性樹脂に含有するナノコンポジット樹脂からなり、熱プレス成形によって光学面67a、67bが形成される光学部材67の素材とされるプリフォーム65の製造方法であって、光学面67a、67bに近似する略光学面65a、65bと、雰囲気開放面12と、を少なくとも提供する型11、13にナノコンポジット樹脂を含む溶液61を投入し、略光学面65a、65bの形状を維持して溶液61の溶媒を蒸発させ、該溶液61を固化させる。
(もっと読む)
改良型プラスチック・プリフォーム
ブロー成形プロセスによって中空体を製造するためのプラスチック材料のプリフォーム(1)であって、開放端(2)、及び閉鎖端(4)を有する実質的に円筒形の中心体(3)を含むプリフォーム(1)。前記閉鎖端(4)の中心領域に相当する箇所に、前記プリフォーム(1)から外側へ突出する中空の突起(5)であって、前記プリフォーム(1)の引き伸ばし棒の先端を内部に収容可能な中空の突起(5)を備える。前記中空の突起(5)と、前記プリフォームの閉鎖端(4)の残りの側部は、球形、円錐形、楕円形、又は放物線形であってよい。 (もっと読む)
未加硫帯状ゴム部材巻取りライナーのスペーサ部材の製造方法及びその製造装置、並びに未加硫帯状ゴム部材のスペーサ付き巻取りライナーの製造方法及びその製造装置
【課題】巻取りライナーのスペーサ部材本体の製造及びスペーサ付き巻取りライナーを効率良く、しかも連続的に製造することが出来ると共に、未加硫帯状ゴム部材の巻取り及び巻出しを変形させることなく容易に行うことが出来るスペーサ部材の製造方法及びその製造装置、並びに未加硫帯状ゴム部材のスペーサ付き巻取りライナーの製造方法及びその製造装置を提供する。
【解決手段】この発明の実施形態では、前記スペーサー部材本体12a,12bの構成として、所定高さで凹凸状に連続的に成形した中央スペーサ部材12xと、この中央スペーサ部材12xの両端側に連続的に形成され、かつ先端部から後端部に向かって凹凸部の高さが順次高くなるように成形した端末スペーサ部材12yとで構成するものである。そして、このスペーサー部材本体12a,12bをベース部材11表面の幅方向両側縁部に長手方向に沿って接着部材14を介して平行に取付けることで未加硫帯状ゴム部材Wを巻取りライナーRを構成する。
(もっと読む)
ジョイントブーツの製造方法
【課題】外周面と内周面とが異形状である大径側取付部を有するジョイントブーツを精度良く製造する。
【解決手段】大径側取付部2の製品形状をなす第1部分12と、小径側取付部4の製品形状をなす第2部分13と、両者を連結する第3部分14とからなるパリソン15を射出成形し、その後、第3部分をブロー外型51で覆い、気体を噴射してブロー外型に第3部分を押し付けて蛇腹部5をブロー成形する。パリソン15の内周側を支持する支持体16は、第1部分が外嵌する下側嵌合部20と、第2部分が外嵌する上側嵌合部22と、第3部分により囲まれる中間部21と、第1部分の開口端面12cを受ける支持台部19とからなり、該支持台部に弾性体からなるシールリング90を設け、型締めにより上記開口端面12cをシールリング90に圧接させてシールする。
(もっと読む)
容器壁に成形された内部識別表示を有するプラスチック容器の製造
容器プレフォーム(44)を製造する方法は、雌型表示の形態の少なくとも1つの表面凹部(42)を有する金型コア(34または54)を準備するステップと、プレフォームがコアの少なくとも1つの凹部によって形成された内部隆起表示(32)を有するように、プレフォームをコアの周りに成形するステップと、を含む。プレフォームを、好ましくは引き続いて、ブロー成形して、内面に隆起表示を有する容器(20)を形成する。この容器の内面の隆起表示は、容器が真正であることを確かめるために、容器の外側から見ることができる。本開示の様々な実施形態によれば、内部隆起表示は、容器の底壁(24)、側壁(25)、肩部(26)および/またはネック部(28)にあってもよい。容器(20)、容器プレフォーム(44)および容器プレフォームを成形するための金型コア(34、54)も、また、開示する。 (もっと読む)
1 - 8 / 8
[ Back to top ]