
Fターム[4F201BC29]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 一般事項 (5,704) | 被処理、被取扱対象物(処理後の物品を除く) (2,725) | 固体材料のみの (1,120) | 構造、形状 (10)
Fターム[4F201BC29]に分類される特許
1 - 10 / 10
圧縮成形用樹脂、樹脂封止装置、及び樹脂封止方法
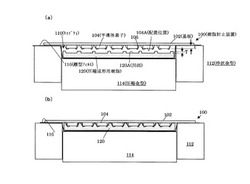
【課題】作業効率を低下させずに、圧縮成形工程において基板上に相互に離間して複数配置された半導体素子同士の間への圧縮成形用樹脂の流動などを最小限に低減することで、樹脂封止不良を低減する。
【解決手段】圧縮成形工程前において、被成形品(102、104)の凹凸(104A)に対応して凸凹形状(120A)が形成されている。又、基板102上に相互に離間して複数配置された半導体素子104を圧縮成形工程によって封止する際に用いる圧縮成形用樹脂100であって、前記圧縮成形工程前において、前記各半導体素子104の配置位置104Aに対応して複数の凹部120Aが形成されている。
(もっと読む)
樹脂ペレットの選別方法
【課題】異常形状ペレットの除去率を向上させることのできる選別方法を提供する。
【解決手段】円柱状の樹脂ペレットを振動する篩機上の篩面で選別する方法において、円柱状の樹脂ペレットの直径がD、長さがHとしたとき、DとHがなす対角長の長さをLとし、Lに対して1.05〜1.15倍の孔径dの孔を複数個有する篩面で選別することを特徴とする樹脂ペレットの選別方法であり、円柱状の樹脂ペレットの対角長の長さLが4mm以上5mm未満であるものに適用する。
(もっと読む)
長繊維強化熱可塑性樹脂ペレット及びその製造方法

【課題】射出成形品における強化用繊維束の分散性が良く、射出成形品の外観や、補強効果を十分に発現して射出成形品の機械的強度を満たすことができる長繊維強化熱可塑性樹脂ペレット、及びその製造方法を提供する。
【解決手段】長尺の強化用繊維束2に溶融熱可塑性樹脂3が含浸されつつ、該樹脂含浸強化用繊維束が撚りをかけられながら引き取られ、撚りが付与された樹脂含浸強化用繊維束からなる棒状組成物4が切断されてペレット化された長繊維強化熱可塑性樹脂ペレットにおいて、ペレット長手方向に垂直な方向のペレット断面の断面積中に占める強化用繊維束の断面積の比率である体積充填率Vfが70%〜20%の範囲であり、P=L/d(L:棒状組成物一回転あたりに棒状組成物長手方向に撚りが進む長さ、d:棒状組成物の断面の面積相当円直径)で表される撚りピッチPが2.5〜36(m/rev・m)の範囲であるペレット。
(もっと読む)
異型長尺成形体の熱処理方法
【課題】異型長尺成形体を押出成形等の熱成形した際に成形体に残存する応力を緩和する異型長尺成形体の熱処理方法を提供する。
【解決手段】熱成形された熱可塑性樹脂異型長尺成形体7を、該熱可塑性樹脂のガラス転移温度−20℃〜ガラス転移温度+20℃に設定されている加熱槽6に供給し、加熱槽内に設置された、該長尺成形体の側面及び底面にフィットするガイドロールで保持しながら移送してアニールすることを特徴とする異型長尺成形体の熱処理方法。
(もっと読む)
異型長尺成形体の熱処理方法
【課題】異型長尺成形体を押出成形等の熱成形した際に成形体に残存する応力を緩和する異型長尺成形体の熱処理方法を提供する。
【解決手段】熱成形された熱可塑性樹脂異型長尺成形体を、異型長尺成形体表面温度が該熱可塑性樹脂のガラス転移温度−20℃〜ガラス転移温度+20℃になるまで赤外線ヒータで急速加熱した後、該熱可塑性樹脂のガラス転移温度−20℃〜ガラス転移温度+20℃に設定されている加熱槽に供給しアニールすることを特徴とする異型長尺成形体8の熱処理方法。
(もっと読む)
ドームカバーの製造方法、ドームカバーおよびドーム型カメラ
【課題】 製造したドームカバーに部分的な成形むらが生じるのを抑えることのできるドームカバーの製造方法を提供する。
【解決手段】 射出成形用金型11の上型12と下型13との間に、ドームカバー6の形状のキャビティ14を形成し、上型12のドームカバー6の天頂部15に対応する位置に、溶融した樹脂を注入するゲート口16を設け、ゲート口16からキャビティ14に溶融した樹脂を注入し、ドームカバー6を射出成形によって製造する。キャビティ14の中心部(ドームカバー6の天頂部15に対応する部分)から注入された樹脂は、キャビティ14の円周部へ向けて一様に流れる。したがって、キャビティ14内における樹脂の圧力や温度にむらが抑えられ、その結果、製造したドームカバー6の成形むらが抑えられる。
(もっと読む)
パール調外観を有するプラスチック容器及びその製造方法
【課題】 着色成分を使用せず、発泡セルの分布によりパール調外観が付与されており、商品価値が高く、しかもリサイクル適性にも優れたプラスチック容器を提供する。
【解決手段】 最大延伸方向に沿った容器壁10の断面でみて、平均長径が 400μm以下で且つ平均アスペクト比(L/t)が6以上の偏平形状を有する発泡セル1が、該延伸方向を指向し且つ厚み方向に重なり合うように、容器壁10中に分布していることを特徴とする。
(もっと読む)
ジョイントブーツの製造方法
【課題】外周面と内周面とが異形状である大径側取付部を有するジョイントブーツを精度良く製造する。
【解決手段】大径側取付部2の製品形状をなす第1部分12と、小径側取付部4の製品形状をなす第2部分13と、両者を連結する第3部分14とからなるパリソン15を射出成形し、その後、第3部分をブロー外型51で覆い、気体を噴射してブロー外型に第3部分を押し付けて蛇腹部5をブロー成形する。パリソン15の内周側を支持する支持体16は、第1部分が外嵌する下側嵌合部20と、第2部分が外嵌する上側嵌合部22と、第3部分により囲まれる中間部21と、第1部分の開口端面12cを受ける支持台部19とからなり、該支持台部に弾性体からなるシールリング90を設け、型締めにより上記開口端面12cをシールリング90に圧接させてシールする。
(もっと読む)
長繊維強化熱可塑性樹脂構造体の製造方法
【課題】
本発明の目的は、異種の繊維による長繊維強化熱可塑性樹脂構造体を製造する方法において、その混合比率及び繊維濃度を適宜変更可能な、ブレンダ−等によるブレンド作業を省略できる効率的な長繊維強化熱可塑性樹脂構造体の製造方法を提供する。
【解決手段】
本発明は、繊維束のロービングを引きながら、溶融された熱可塑性樹脂中で繊維ロービングに張力をかけて開繊し、熱可塑性樹脂を含浸後、賦形ダイにより繊維濃度を調節して冷却し、裁断により3〜50mmのペレット状とすることにより製造される長繊維強化熱可塑性樹脂構造体において、複数の繊維種を同時に含浸し、それぞれの繊維ロービングをそれぞれ個別の出口から引取り、含浸ダイでは、それぞれの繊維の開繊幅を5〜40mmに調節することを特徴とする長繊維強化熱可塑性樹脂構造体の製造方法を提供することによる。
(もっと読む)
極めて低いIVのポリエステル樹脂を製造するための方法
本発明は、ある種の、極めて低い内部粘度のポリエステルを製造するための方法を提供する。さらに、離散粒子の形状の、低内部粘度ポリエステル、およびそのような粒状のポリエステルを製造するための方法もまた、提供する。この離散粒子状物質は、その後の方法で使用するのに望ましいものである。 (もっと読む)
1 - 10 / 10
[ Back to top ]