
Fターム[4F201BQ26]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 貯蔵、供給、搬送 (2,630) | 供給、搬送手段 (574) | 台車、パレット (8)
Fターム[4F201BQ26]に分類される特許
1 - 8 / 8
帯状部材の貼付け装置および貼付け方法
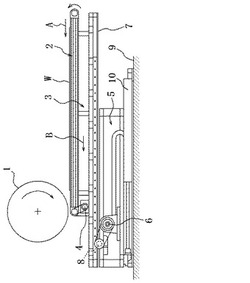
【課題】未加硫帯状部材の貼付け精度を十分高く維持しつつ、未加硫帯状部材をより高速で成型ドラムに貼着させることができる帯状部材の貼付け装置を提供する。
【解決手段】定寸切断されて搬送面上に位置決め配置された未加硫帯状部材Wを搬送するコンベアベルト2と、コンベアベルト2それ自体をストロークさせるコンベアベルトシフト手段7,8と、回動駆動されて、コンベアベルト2上の未加硫帯状部材Wを周面上に直接的もしくは間接的に貼着される成型ドラム1とを具えてなり、前記コンベアベルト2を、成型ドラム1の下方に配設してなる。
(もっと読む)
成型フィットシステム

この発明は、第1部品と第2部品とを成型してフィットさせる成型フィットシステム(100)に関係し、2本のガイドレール(102)と、ガイドレール(102)上を非回転移動するように搭載されているキャリッジ(108)と、一連の第1陥没部(120)と、キャリッジ(108)に搭載され、キャリッジ(108)の移動方向と直交する回転軸周囲で回転しながら移動できる機動ギヤ(214)と、第1位置と第2位置との間で可動に設けられている一連の第2陥没部(116)と、ガイドレール(102)と平行に移動してキャリッジ(108)の機動ギヤ(214)と歯合するように設計されているラック(208)と、キャリッジ(108)をラック(208)とガイドレール(102)とに交互にロックするように設計されているロック装置(106)と、ラックを移動させるように設計されている駆動装置(104)とを含んでいるものである。 (もっと読む)
無線制御による成形品の形成方法
本発明は、無線制御によって成形プラスチック製品を形成する方法及び成形システム(1)に関する。成形システムは、1以上の自己推進キャリッジ(15)のキャリッジコントローラ(45)との無線通信に従事するように構成される主コントローラ(12)を有する。各キャリッジ(15)は、キャリッジの位置を特定するキャリッジ位置表示器(62)を有しており、キャリッジの位置は、キャリッジコントローラ(45)にほぼ連続的に送信され、その後、キャリッジコントローラから主コントローラ(12)にほぼ連続的に無線で通信される。主コントローラ(12)は、各キャリッジコントローラ(45)に位置指令(例えばポリマー導入ステーション位置指令)を無線で通信し、各キャリッジコントローラ(45)は、対応して、少なくとも1つのキャリッジを位置決めするために、各キャリッジのそれぞれの推進システム(30)に作動位置命令を提供する。主コントローラはまた、成形システムの状態に応じて、特に、成形システム内の様々なキャリッジの位置に応じて、成形システムの他の第2のコントローラに指令を提供する。例えば、キャリッジ(15)がポリマー導入ステーション(18)に位置決めされると、主コントローラ(12)はポリマー導入コントローラ(68)に1以上のポリマー導入指令を通信し、その後、ポリマー導入コントローラ(68)は、例えば押出成形機などのポリマー導入装置(71)に作動ポリマー導入命令を提供し、その結果、型(24)の内側型面(27)に接触するようにポリマー合成物を導入し、及び従って、成形品を形成する。 (もっと読む)
プラスチックレンズの製造方法及びアニール方法
【課題】プラスチックレンズを凹面側を下側に向けてトレイ上に載置した場合に、トレイとの吸着が生じないようにしたプラスチックレンズの製造方法及びアニール方法を提供すること。
【解決手段】少なくとも眼球側の面が球面あるいは非球面形状の凹面に形成された眼鏡用プラスチックレンズを成形後にアニールするアニール工程を含む場合に、同レンズを載置面が平面かつ平滑に構成されたトレイ上に不均一な微細凹凸部を有する紙片を敷き、同凹面側を下側に向けて同紙片上に載置した状態で加熱雰囲気中においてアニール処理を行うようにした。これによってトレイとの吸着が生じないためレンズのアニール処理段階における変形が防止される。
(もっと読む)
搬送装置
【課題】マイクロ波を利用して対象物を乾燥させる乾燥装置において、乾燥に要する時間の削減を図りつつ、対象物の全てを確実に乾燥させる。
【解決手段】乾燥装置としての前段ユニット(20)では、本体ケーシング(21)内に4つの照射ゾーン(31〜34)が形成される。各照射ゾーン(31〜34)には、トレイユニット(10)が1つずつ収容される。各トレイユニット(10)では、4枚の搬送用トレイ(14)が上下に配列される。各搬送用トレイ(14)には、濡れた状態のPTFE粉末が載せられる。前段ユニット(20)において、トレイユニット(10)は、第1照射ゾーン(31)から第4照射ゾーン(34)へ向かって順に移動してゆく。トレイユニット(10)の各搬送用トレイ(14)に対し、第1照射ゾーン(31)では左側方から、第2照射ゾーン(32)では後方から、第3照射ゾーン(33)では前方から、第4照射ゾーンでは右側方から、それぞれマイクロ波が照射される。
(もっと読む)
ゴム材料の搬送バケット
【課題】小片化したゴム材料を混練機に搬送して混練する際に、常に、バッチ毎の配合剤の分散を互いに一定の水準になるようにしたゴム材料の搬送バケットを提供する。
【解決手段】収容部2に収容したゴム材料Rをコントローラ3bが、温度センサ3dの検知信号に基づく検知温度と、予め入力されている目標温度との比較により発熱体3aの発熱量を制御して、ゴム温度が目標温度になるようにゴム材料Rを加温、維持しながら自走装置4により密閉型混練機5まで搬送する。
(もっと読む)
天然ゴム乾燥機のトローリー
【課題】 簡易かつ安価な構成によってトローリーに残ゴムが付着しないようにして、トローリーをクリーニングする頻度を軽減できる天然ゴム乾燥機のトローリーを提供する。
【解決手段】 トローリー10は、トローリー10の底面部12上に複数のパーティション14を立ち上げて格子状に配置し、そのパーティション14によって仕切られた該底面部12上の空間を天然ゴムの収容部16とするものであって、収容部16内で、底面部12とパーティション下部14dとの境界部24に、底面部12から斜めに立ち上がってパーティション内面14eに接する斜面構造26を設けて、その斜面構造26によって乾燥後の天然ゴムが前記境界部24付近の底面部12から剥れ易くして、トローリー10の収容部16に残ゴムが付着し難く最少にする。
(もっと読む)
熱可塑性材料及び繊維から物品を形成する方法、熱可塑性材料及び繊維から物品を形成するシステム、熱可塑性構造要素を形成する方法、熱可塑性構造要素を形成するシステム、熱可塑性材料及び繊維から構造的部品を形成する方法、及び熱可塑性材料及び繊維から構造的部品を形成するシステム
【課題】 部品の高生産量を目指すのに有用であり、低圧成型で、高強度繊維を有する大きな部品又は構造物を提供する。
【解決手段】 熱可塑性樹脂又は熱可塑性混合材料からの熱成型するための装置10は、押出し機11、型変換ステーション12、及び圧縮型ステーション13を有して描かれている。押出機は、オーガーが押出しダイ16への押出し通路に沿ってその材料を送る間、ヒーターが熱可塑性樹脂材料を加熱して流体材料とする場所であるオーガー15内へ熱可塑性樹脂又は熱可塑性樹脂混合材料を送るために、頂上に設けられたホッパー14を有する。送られて押出し機から出た材料は、ダイ16の後端に設けられたトリマー17により切断される。  (もっと読む)
(もっと読む)
1 - 8 / 8
[ Back to top ]