
Fターム[4F201BQ38]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 貯蔵、供給、搬送 (2,630) | 構成部品、付属装置、補助装置 (1,474) | 材料の保持、固定手段 (118) | 挟着、把持 (45)
Fターム[4F201BQ38]に分類される特許
41 - 45 / 45
圧縮成形システム
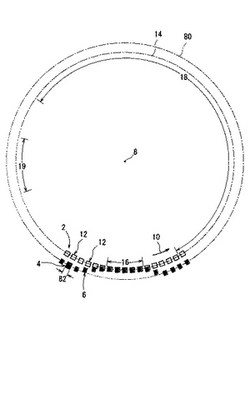
【課題】 合成樹脂供給装置(6)における切断・保持手段(38、138)から離脱して落下せしめられる合成樹脂(84、184)を圧縮成形装置(2)における成形金型手段(12、112)の所要部位に充分精密に位置せしめることができる圧縮成形システムを提供する。
【解決手段】 切断・保持手段の回転中心を圧縮成形装置における成形金型手段の円形軌跡(14、114)の中心と実質上合致せしめると共に、切断・保持手段の回転方向及び回転角速度を成形金型手段の回転方向及び回転角速度と実質上合致せしめ、所要角度範囲に渡って円弧状に存在する樹脂供給域(16、116)においては、切断・保持手段の半径方向位置を成形金型手段の円形軌跡に整合せしめ、かくして切断・保持手段が成形金型手段の所要部位に整合してその上方に位置して移動するように構成する。
(もっと読む)
装置及び方法
装置は、プラスチックの圧縮鋳造の一服ための第一経路に沿って移動可能な成形手段;前記一服を前記成形手段へ移送するための複数の移送手段;各アームは前記第一経路の更なる部分とほぼ一致する部分を有する第二経路に沿って前記移送手段を動かすための対応する移送手段に関連する複数のアーム手段;からなる。  (もっと読む)
(もっと読む)
プラスチック部材の調整装置及びプロセス
予備成形品(5)を調整するために多くのホルダ(7)に合うような面を有することを特徴とする冷却タレット(6)から成る、プラスチック予備成形品(5)を調整するための装置及びプロセス。このタレットは、水平軸(X)の周囲を回転し、予備成形品を金型から降ろすアーム(3)の下にある上部分と、予備成形品(5)をタレット(6)から抜き取るためのテーブルの近くにある下部分と、の間を垂直に横切る。タレットの構造は、二つの平行しているバー(18、19)、及びホルダ(7)の基礎部が取り付けられた幾つかの連結プレート(14)、から成る。  (もっと読む)
(もっと読む)
プラスチック製物体用射出成形装置及び方法

【課題】 プラスチック製プレフォーム(5)型成形装置及び方法を提供する。
【解決手段】 本装置は、複数の射出成形キャビティが設けられた射出成形金型、プレフォーム(5)を金型から取り出すための、ギロチン状把持エレメントが設けられた、プレフォームを把持するため、開放位置の金型半部間に存在する空間と外部位置との間を移動するアーム(3)、及びプレフォーム(5)の調整を行うための一群のカップ(7)が面に設けられた冷却タレット(6)を含み、このタレットは、水平軸線を中心とした回転移動及び抜き出しアームの下のプレフォームを受け取るための比較的高い位置とプレフォーム(5)の抜き出しテーブルと対応する下位置との間での垂直方向並進移動を行い、抜き出しテーブルには、プレフォームのリング(9)の下を把持し、カップ(7)から抜き出すための歯形状制限部が設けられた長さ方向スロットが設けられている。
(もっと読む)
プラスチック部材を抜き取る装置及びプロセス
ホルダからプラスチック予備成形品(5)を抜き取る装置及びプロセス。前記装置はプレート(23)を有し、これは相互に平行に位置決めされた直線のスリット(26)を特徴としており、支持テーブル(20、21)に取り付けられる。各スリット(26)は、広い方の区間及び予備成形品のリング(9)の直径より小さい幅(L2)を有する狭窄部(29、30)を有し、従ってリング(9)は、広い方の区間を通してスリット(26)に取り付けることが出来る。狭窄部がリングの下に位置決めされるまで、プレート(23)が特定の長さだけ方向「D」に移動し、従って予備成形品は、ホルダからプレートを離すことによって取り外される。  (もっと読む)
(もっと読む)
41 - 45 / 45
[ Back to top ]