
Fターム[4F201BR01]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 成形品の後処理、後加工 (486) | 成形型内での (14)
Fターム[4F201BR01]に分類される特許
1 - 14 / 14
プラスチックレンズの製造方法
【課題】良好な装用感を示す眼鏡を作製可能な高品質なプラスチックレンズを提供すること。
【解決手段】成形型のキャビティへプラスチックレンズ原料液を注入すること、上記キャビティ内でプラスチックレンズ原料液の硬化反応を行いモールド成形面形状が転写された被転写面を有するプラスチックレンズ基材を得ること、上記プラスチックレンズ基材を成形型から離型すること、および、離型後のプラスチックレンズ基材をアニールすること、を含むプラスチックレンズの製造方法。前記離型において、成形型を構成する2つのモールドの一方を除去し他方は除去せずモールド成形面とプラスチックレンズ基材の被転写面との密着状態を維持し、かつ、前記アニールを、前記プラスチックレンズ基材を前記離型において除去されず成形面が該プラスチックレンズ基材の被転写面と密着しているモールドを介して載置台上に配置して行う。
(もっと読む)
プラスチックレンズの製造方法
【課題】良好な装用感を示す眼鏡を作製可能な高品質なプラスチックレンズを提供すること。
【解決手段】成形型のキャビティへプラスチックレンズ原料液を注入すること、上記キャビティ内でプラスチックレンズ原料液の硬化反応を行いモールド成形面形状が転写された被転写面を有するプラスチックレンズ基材を得ること、上記プラスチックレンズ基材を成形型から離型すること、および、離型後のプラスチックレンズ基材をアニールすること、を含むプラスチックレンズの製造方法。前記成形型を構成する2つのモールドの少なくとも一方は円形モールドであり、前記キャビティは断面の平面視形状が非円形であって、これにより該キャビティ内における硬化反応により得られるプラスチックレンズ基材の前記被転写面は非円形となり、前記アニールを、載置台上に保持された円形モールドの前記成形面と前記プラスチックレンズ基材の被転写面を密着配置した状態で行う。
(もっと読む)
再生弾性ローラの製造方法
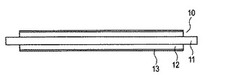
【課題】使用に伴って弾性層に圧縮永久歪みを生じた弾性ローラの当該圧縮永久歪みを十分に緩和し、高品位な電子写真画像の形成に再び用いることのできる再生弾性ローラの製造方法の提供。
【解決手段】導電性軸芯体11および弾性層12を有し、かつ、該弾性層に圧縮永久歪みが生じている弾性ローラ10を円筒金型内で加熱して該弾性層を熱膨張させて、該弾性ローラの表面を該円筒金型の内壁に接触させる工程を有することを特徴とする再生弾性ローラの製造方法。
(もっと読む)
導電性構造体およびその製造方法ならびに燃料電池用セパレータ
【課題】優れた導電性を有する導電性構造体の製造方法であり、寸法精度が高く導電性に優れた燃料電池用セパレータの製造方法を提供する。
【解決手段】結晶性熱可塑性樹脂と導電性充填材を少なくとも含有する結晶性熱可塑性樹脂複合材料からなる導電性構造体の製造において、導電性構造体のモールド成形後、導電性構造体を金型から取り出した後に、当該複合材料の結晶融解温度(Tm)以下で、かつ(Tm−20)℃以上で熱処理することを特徴とする。
(もっと読む)
積層体及び積層体の製造方法

【課題】耐熱性、低熱収縮、光学特性、低反り性、密着性に優れた機能性層が被覆され、重合硬化時間の短い樹脂積層体の製造方法を提供する。
【解決手段】活性エネルギー線重合性液体を鋳型に供給する第一の工程、供給された重合性液体上に、活性エネルギー線透過性フィルムの片面に剥離可能な機能性層が形成された機能性転写フィルムの機能性層側が接するようにして該フィルムを被せる第二の工程、該フィルムの上から活性エネルギー線を照射して重合性液体を硬化させ樹脂基材とする第三の工程、機能性層と樹脂基材とが一体化した樹脂積層体を鋳型と前記フィルムから剥離する第四の工程を含む樹脂積層体の製造方法。
(もっと読む)
ポリ乳酸系樹脂組成物およびその成形体
【課題】実用特性を損なうことなく難燃性を改善することのできる、ポリ乳酸系樹脂組成物及びその成形体を提供する。
【解決手段】ポリ乳酸系樹脂成分と、金属水酸化物成分と、ブレンステッド酸を有する金属酸化物成分とを含有するポリ乳酸系樹脂組成物、及び、ポリ乳酸系樹脂成分と、金属水酸化物成分と、ブレンステッド酸を有する金属酸化物成分とを溶融混練し、ポリ乳酸系樹脂組成物の溶融物を得る工程と、前記溶融物を成形する工程と、を具備するポリ乳酸系樹脂成形体の製造方法。
(もっと読む)
改質ポリフッ化ビニリデン膜、及びタンパク吸着用積層膜、並びにその製造方法
【課題】プロテインチップ用基板として、タンパク質吸着性の膜とタンパク質非吸着性の膜を同一平面上に配置したプロテインチップ用改質基板を提供する。
【解決手段】ポリフッ化ビニリデン膜を、温度30℃〜170℃、及び圧力1000〜5000N/cm2で、且つ関係式:T≧−0.015P+105(式中、Tは温度(℃)であり、Pは圧力(N/cm2)である)を満たす条件で熱圧処理することを特徴とする、改質ポリフッ化ビニリデン膜の製造方法。
(もっと読む)
樹脂成形体及びその製造方法
【課題】自動車用部品や家電製品用部品等の工業材料として有用な剛性及び衝撃強度に優れるプロピレン樹脂成形体及びその製造方法を提供する。
【解決手段】極限粘度が6.0dl/g以上のポリプロピレンを、5質量%〜40質量%含有するプロピレン樹脂を射出成形機等で賦形して成形体前駆体を製造する工程と、前記成形体前駆体を150℃〜170℃で熱処理する工程とを有する製造方法で得られたプロピレン樹脂成形体、及びその製造方法。
(もっと読む)
被成形品をモールド成形後冷却する方法及び装置
従来の吹込みモールド成形装置において、被成形品の冷却に関連する問題点は、局所的なひけマーク及び楕円化である。開示される方法、モールド成形機、及びコンピュータ可読製品は、被成形品(2)のモールド成形後冷却のためのもので、モールド成形後冷却中に、冷却速度をバランスさせる段階を備え、被成形品(2)がモールド成形後冷却から取り出される時刻と実質的に一致する時刻において、被成形品(2)を目標出口温度に達せしめる。  (もっと読む)
(もっと読む)
ポリ乳酸樹脂発泡シート成形体およびその製造方法
【課題】本発明は、短縮化された成形サイクルタイムで製造することができ、実用的な耐熱性を有し、かつ優れた外観を有する、環境適正に優れたポリ乳酸樹脂発泡シート成形体を提供することを目的とする。また、本発明は、ポリ乳酸樹脂発泡シートを一対の金型に挟んで熱成形すると共に、結晶化処理するにあたって、離型時における発泡シート成形体の変形を防止すると共に、過度に長い成形サイクルタイムを短縮しうる該成形体の製造方法を提供することを目的とする。
【解決手段】本発明のポリ乳酸樹脂発泡シート成形体は、結晶性ポリ乳酸樹脂発泡シートを熱成形して得られる成形体であって、該成形体を成形体厚さの中央部で分割して得られる一方の分割体と他方の分割体との結晶化度の差が5%以上であり、且つ一方の分割体の結晶化度が25%以上70%以下、他方の分割体の結晶化度が0%以上25%未満である。
(もっと読む)
樹脂成形品の取出し装置
【課題】 成形後の変形も自動で矯正可能とする樹脂成形品の取出し装置を提供する。
【解決手段】 金型11、12によって成形された後の樹脂成形品200を保持部130によって保持して、金型11、12外に取出す樹脂成形品の取出し装置において、保持部130に、樹脂成形品200が保持部130によって保持されている間に、樹脂成形品200の冷却収縮に伴う変形の方向とは逆方向の力を加えて矯正する矯正部134を設ける。
(もっと読む)
電子写真用シームレスベルトの製造方法
【課題】低コストで、工程数が少なく、多様性に優れたベルト状転写部材を提供し、また、転写ムラの程度が良好で、安定して回転し、蛇行による色ずれの少ない良好なカラー画像が得られる電子写真用シームレスベルトの製造方法を提供する。
【解決手段】複数の工程を有する電子写真用シームレスベルトの製造方法において、該プリフォーム内径と該延伸棒径の比M(mm)、射出容量(cm3)/射出速度(mm/sec)の比S及び該射出成形時の射出圧力P(MPa)が下記式(1)を満足することを特徴とする電子写真用シームレスベルトの製造方法。
4≦M×S×P≦400・・・(1)
1.1<M<3、1<S<15、1<P<15
M:プリフォーム径(mm)/延伸棒径(mm)
S:射出速度(mm/sec)/射出容量(cm3)
P:射出圧力(MPa)
(もっと読む)
光ディスク及びその製造方法
【課題】 耐熱性を有し、高温負荷試験後においてもディスクの変形が小さく、プレーヤで再生可能な耐熱性の向上した光ディスク及びその光ディスクの製造方法を提供する。
【解決手段】 第1の基板12上に、接着剤16と、光透過性の第2の基板14とが順次形成され、且つ前記第2の基板の前記第1の基板側には反射層及び/又は記録層が形成されてなり、前記第2の基板側からレーザ光を照射して情報の記録再生を行う光ディスクにおいて、前記第1の基板は、ISOで規定される低荷重下(0.45MPa)の荷重たわみ温度(DTUL)が100℃以上であるポリ乳酸樹脂を主成分とするプラスチックからなり、前記第2の基板は、前記レーザ光の波長に対して80%以上の透過率を有するポリ乳酸樹脂を主成分とするプラスチックからなる。
(もっと読む)
プラスチック片の成形後冷却のための方法及び装置
成形されたプラスチック片を冷却する方法及び装置は、複数のプラスチック成形品を保持すべく構成されている取出し構造体/工程(13)を好適に備えており、複数のプラスチック成形品は、これらのプラスチック成形品の閉塞端部が取出し構造体(13)の内側に向けて配置され且つそれらのプラスチック成形品の開放端部が取出し構造体の外側に向けて配置されるように、向けられる。移動構造体/工程が、取出し構造体(13)と第1冷却ステーション及び第2冷却ステーションのうちの少なくとも1つの冷却ステーションとの間の、相対的な移動を引き起こすべく構成されている。第1冷却ステーション(20)は、複数のプラスチック成形品の開放端部を通して、それらのプラスチック成形品の内側へ冷却流体を供給すべく構成されている第1冷却構造体/工程を備えている。第2冷却ステーション(22)は、複数のプラスチック成形品の開放端部を通して、それらのプラスチック成形品の内側へ冷却流体を供給すべく構成されている第2冷却構造体/工程を備えている。  (もっと読む)
(もっと読む)
1 - 14 / 14
[ Back to top ]