
Fターム[4F202CT00]の内容
プラスチック等の成形用の型 (108,678) | タイヤ加硫プレス (122)
Fターム[4F202CT00]の下位に属するFターム
Fターム[4F202CT00]に分類される特許
1 - 19 / 19
タイヤ加硫機およびその輸送・梱包方法

【課題】加硫機の全高さ方向寸法が国内輸送や輸出梱包の制限寸法を超えるような場合でも、その制限を簡易にクリアして加硫機を輸送・梱包することができるタイヤ加硫機およびその輸送・梱包方法を提供することを目的とする。
【解決手段】ベースプレートから上方に延長され、タイヤ加硫時、ボルスタプレートおよび上金型にかかる加圧反力を受けるとともに、上金型開閉時にボルスタプレートおよび上金型の昇降をガイドするタイロッド8A,8Bを備えているタイヤ加硫機において、タイロッド8A,8Bは、その長さ方向位置で上下に少なくとも2分割以上に分割可能な構成とされている。
(もっと読む)
傾動可能な蓋を有するタイヤブランクの加硫プレス
本発明は、タイヤブランク用の加硫プレスに関し、この加硫プレスは、タンク(4)と、摺動案内部材によってタンクに連結された蓋(6)とを有し、蓋とタンクの両方は、摺動案内部材に回動可能に取り付けられている。蓋(6)は、更に、バットに対して摺動するよう案内されるシャフト(24)に回動可能に取り付けられている。 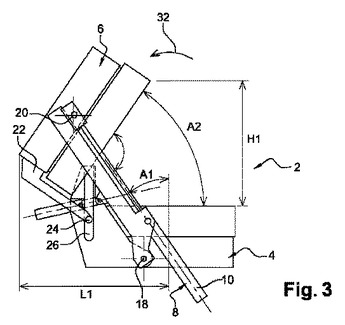 (もっと読む)
(もっと読む)
左右独立作動式コラム型加硫機

【課題】加硫機全体のより一層のコンパクト化が図れる左右独立作動式コラム型加硫機を提供する。
【解決手段】ベースプレート11上に設置された下部金型取付部材13a,13bに対応する上部金型取付部材17a,17bを、ベースプレート上に立設された左右一対のコラム18a,18bに昇降可能に支持させてなる左右二つの金型開閉装置12A,12Bをそれぞれ独立して作動可能に配置してなる左右独立作動式コラム型加硫機において、前記左右二つの金型開閉装置間で各々の左右一対のコラムを平面視でV字状に配置し、前記V字状に配置されて左右間隔の狭いコラム側に各金型開閉装置へ生タイヤGTを搬入し得るローダ22a,22bを配置する一方、左右間隔の広いコラム側に各金型開閉装置から加硫済タイヤTを搬出し得るアンローダ23a,23bを配置した。
(もっと読む)
タイヤ加硫成型装置及び加硫成型方法
【課題】加硫成型後のタイヤとブラダとの間に確実に加圧気体を導入してブラダを剥離させる。
【解決手段】タイヤ加硫成型装置1の下側ビードリング14に、一端側の開口部41がブラダ20に当接する加圧気体導入路40を形成する。そこに加圧気体を供給する加圧気体供給治具52を、他端側の開口部42に接近及び離間可能に構成し、移動手段54により移動させる。加圧気体供給治具52に、接触変位部材61を取り付けて加圧気体導入路40内に挿入し、加圧気体の供給時には、加圧気体供給治具52を、その供給口52Aが加圧気体導入路40に連通する位置まで移動させる。これにより接触変位部材61の先端をブラダ20に接触させて内側に変位させ、ブラダ20を開口部41から離間させて、そこから加硫成型後のタイヤ5’とブラダ20との間に加圧気体を導入してブラダ20を剥離させる。
(もっと読む)
空気入りタイヤ
【課題】タイヤ周方向に隣接するジグザグ状のサイプ間に浅溝を設けた空気入りタイヤにおいて、ウェット路面旋回時の操縦安定性の低下を抑え、かつ加硫故障の発生を抑制しながら、金型作製コストを低減すると共にトリム作業を容易にし、かつトリム屑を低減することが可能な空気入りタイヤ、タイヤ成形用金型及び空気入りタイヤの製造方法を提供する。
【解決手段】本発明の空気入りタイヤは、トレッド面1に溝2,3,4,5,7,9,10により区分された陸部6,8,12,13,14を有している。陸部6,8,12,13,14のトレッド表面6a,8a,12a,13a,14aには、タイヤ幅方向にジグザグ状に延びる複数のサイプ15がタイヤ周方向Tに所定の間隔で配列されている。タイヤ周方向Tに隣接するサイプ15,15間に浅溝16が延設され、その浅溝16は、浅溝両側に区分される陸部部分x,xを分断せずに部分的に連通するように配置されている。
(もっと読む)
空気入りタイヤ及びタイヤ成型用金型
【課題】偏摩耗を効果的に抑制し、ショルダー部の耐久性を向上させた空気入りタイヤを提供し、空気入りタイヤを成型するための耐久性のあるタイヤ成型用金型を提供する。
【解決手段】複数の主溝1が刻まれ、少なくともトレッドのショルダー部にリブ2が形成され、接地端Eよりタイヤ幅方向内側にタイヤ周方向に延びる細溝3が刻まれた空気入りタイヤにおいて、トレッド開口部では、細溝3は幅狭部11と幅広部12とを周方向に交互に備え、細溝3の溝底5は断面円弧形状であり、タイヤ幅方向外側の細溝3の側壁3aは、トレッド表面に対して略垂直であって溝底5に接続され、タイヤ幅方向内側の幅狭部11の側壁11aは、溝底5に向かうにつれて溝幅が広くなるように傾斜し溝底5に接続された空気入りタイヤとする。
(もっと読む)
タイヤ成形用金型の製造方法
【課題】アンダーカットを有する三次元ブレードを持つタイヤ成形用金型の製造方法を提供する。
【解決手段】先ずダイカスト鋳造法によりタイヤ成形用金型の一部を射出成形する際、予め製品形状(プロファイル)を持った鋳型6にブレード7の植え込み部7aを突出させた状態で仮ブレード7xをボルトやピン等の固定手段10により固定する。そして、この鋳型6を一方の母型8a内の所定位置に配設して他方の母型8bを型締めした後、製品部9に射出成形機Gから射出成形を行う。その後、前記母型8a,8bを型開きして半完成品Waを離型後、前記仮ブレード7xを半完成品Waから引き抜き、半完成品Waに溝部11を形成する。そして、前記半完成品Waの溝部11に製品ブレード7(サイピングブレード)を差し込み、ボルトやピン等の固定手段12により装着固定し、タイヤ成形用金型の一部の完成品Wを製造するものである。
(もっと読む)
空気入りタイヤ及びタイヤ成型用金型
【課題】偏摩耗を効果的に抑制し、ショルダー部の耐久性を向上させた空気入りタイヤを提供し、空気入りタイヤを成型するための耐久性のあるタイヤ成型用金型を提供する。
【解決手段】複数の主溝1が刻まれ、少なくともトレッドのショルダー部にリブ2が形成され、接地端Eよりタイヤ幅方向内側にタイヤ周方向に延びる細溝3が刻まれた空気入りタイヤにおいて、トレッド開口部では、細溝3は幅狭部11と幅広部12とを周方向に交互に備え、細溝3の溝底5は断面円弧形状であり、タイヤ幅方向内側の細溝3の側壁3aは、トレッド表面に対して略垂直であって溝底5に接続され、タイヤ幅方向外側の幅狭部11の側壁11aは、溝底5に向かうにつれて溝幅が広くなるように溝底5に接続された空気入りタイヤ。
(もっと読む)
タイヤ成形用二分割金型及びこのタイヤ成形用二分割金型を使用したタイヤの製造方法。
【課題】金型の型締め時にタイヤの挟み込みを防止して加硫成形時の不具合を改善出来るタイヤ成形用二分割金型及びこのタイヤ成形用二分割金型を使用したタイヤの製造方法を提供する。
【解決手段】コンテナ3a,3bは、支持プレート2a,2bの内側に配設されたリング状のコンテナリング5と、このコンテナリング5の傾斜面6に沿って摺動可能に係合する周方向に複数に分割されたセグメント7と、複数台の油圧シリンダー等の開閉駆動手段8と、上部および下部サイドプレート9a,9bとで構成され、前記開閉駆動手段8のロッドの先端には、前記二分割されたコンテナ3a,3bの分割面と平行に上下二分割されたセンタープレート10a,10bが取付けられている。センタープレート10a,10bとセグメント5との摺動部には、前記上下一対のコンテナリング7をタイヤ中心軸X−Xに向かってスライドさせる複数のスライドユニット機構12が設けてある。
(もっと読む)
タイヤ加硫設備及びタイヤ加硫方法
【課題】タイヤ金型組立体に対する内,外圧配管の脱着を不要にして、タイヤの品質向上が図れるタイヤ加硫設備及びタイヤ加硫方法を提供する。
【解決手段】複数個のタイヤ金型組立体Mを並べて加硫を行う加硫ステーション2と、前記加硫ステーションに沿って走行可能な金型開閉装置4を有した金型開閉ステーション3と、を備え、前記金型開閉装置は、前記加硫ステーションにてタイヤ金型組立体の上部金型15を開閉可能な昇降把持機構16と、前記加硫ステーションと金型開閉ステーションとの間でタイヤ金型組立体の下部金型17を出し入れ可能な水平移動機構18とを有すると共に、前記上部金型に外圧を供給する外部配管36aと前記下部金型に内圧及び外圧を供給する外部配管34a,36bを同上部金型及び下部金型に対して着脱不要に接続した。
(もっと読む)
グリーンタイヤ回転装置
【課題】グリーンタイヤ4の変形を防止しうるグリーンタイヤ4の回転装置2の提供。
【解決手段】このグリーンタイヤ4回転装置2は、支柱6と、水平方向に延在しておりグリーンタイヤ4が掛けられる駆動軸8と、この駆動軸8を回転させるモータとを備えている。この駆動軸8は、このグリーンタイヤ4を回転せしめる。好ましくは、この回転装置2では、上記駆動軸8の長さの、上記支柱6の高さに対する比率は、50%以下である。好ましくは、この回転装置2では、この駆動軸8の回転速度は、5rpm以上10rpm以下である。好ましくは、この回転装置2では、上記駆動軸8は、アルミニウム合金又はスチールからなる。好ましくは、この回転装置2では、上記駆動軸8の外周面16に、エンボス加工又はローレット加工が施されている。
(もっと読む)
タイヤの製造方法
【課題】生産性に寄与しうるタイヤの製造方法の提供。
【解決手段】この製造方法は、(1)ブラダー8と、このブラダー8が収容されるモールドとを備える加硫装置において、このモールドに、グリーンタイヤが投入される工程と、(2)このブラダー8が膨張する工程と、(3)このモールドのキャビティ面と、このブラダー8との間において、このグリーンタイヤが加圧及び加熱されてタイヤが得られる工程とを含む。この加硫装置2は、このブラダー8を把持するクランプ6を備える。このクランプ6は、このブラダー8の外側に位置する上リングと、このブラダー8の内側に位置する下リング18とを備える。この下リング18の外周面30は、複数の凹部32を有する。これらの凹部32は、この下リング18の周方向に沿って配設される。この凹部32の数は、8個以上12個以下である。
(もっと読む)
空気入りタイヤの製造方法
【課題】左右のビード部におけるゴムの加硫度差を改善し、ユニフォミティを向上することが可能な空気入りタイヤの製造方法を提供する。
【解決手段】左右のビード部を上下にした状態で加硫機の金型内で加硫した加硫直後の空気入りタイヤTを、上下にしたビード部T1,T2を上下のビードリング2,3で保持した後内圧を付与してインフレートした状態で、所定の温度まで冷却する後加硫工程において、下側のビード部T2に当接する下側のビードリング3の温度を、上側のビード部T1に当接する上側のビードリング2の温度より高くする。
(もっと読む)
タイヤ加硫方法
【課題】煩雑な作業や多数のタイヤを無駄にすることなく、グリーンタイヤ膨径時の加圧条件を容易に決定することが可能なタイヤ加硫方法を提供する。
【解決手段】グリーンタイヤ7のトレッド部7Aのセンター部7A1と両ショルダー部7A2の外表面7xm,7xnにそれぞれセンサー8を配置し、該センサー8を配置したグリーンタイヤ7をタイヤ加硫用金型M内にセットした後、膨径してタイヤ加硫用金型M内側の成型面Maに接触させて加硫するタイヤ加硫方法である。グリーンタイヤ7の膨径時に、センサー8によりセンサー8を配置した外表面7xm,7xnが成型面Maと接触する順序を検出する。
(もっと読む)
加硫用ブラダー
【課題】加硫故障の抑制とともに、有機溶剤の使用量を低減することができる加硫用ブラダーを提供すること。
【解決手段】加硫対象物であるグリーンタイヤを挟んで金型と対向し、かつ膨張することでグリーンタイヤを金型に押圧する加硫用ブラダー1においてグリーンタイヤ10の内壁面11と接触するブラダー表面5には、ブラダー表面5に対する突出量がブラダー軸方向に向かって増加する複数の突出部51,52が形成され、各突出部51,52は、傾斜面51a,51bと外周面51b,52bとの間に形成されるエッジ51c,52cが軸方向に向かってに突出している。
(もっと読む)
タイヤ加硫装置
【課題】 簡単な機構でありながら、タイヤ加硫用ブラダーの負圧時におけるブラダ−の破損を効率よく防止するようにしたタイヤ加硫装置を提供する。
【解決手段】 加硫ブラダ−2の上下開口端部をそれぞれ上部クランプリング3aと下部クランプリング3bとに把持し、加硫ブラダ−2の内側に、上部クランプリング3a側の中心に固定したセンターポスト4aと下部クランプリング3bの中心位置に貫通するスリーブストッパー4bとを互いに摺動可能に嵌合した中央支持機構4を設け、上部クランプリング3aの上昇に同期させて加硫ブラダ−2内に負圧を負荷させるタイヤ加硫装置1において、中央支持機構4の周囲に、この中央支持機構4と共に上下に伸縮するコイルスプリング5を配置した。
(もっと読む)
航空機用空気入り更生ラジアルタイヤ及び割モールド
【課題】 本発明は、トレッドの磨耗特性が改善され、トレッドの耐カットが向上されたことによって外径膨張率が低下したタイヤを加硫する場合においても、センターずれやモールド噛みが発生することなく、該タイヤ表面の性状不良や構成部材間における接着力の低下を抑制することのできる航空機用空気入り更生ラジアルタイヤ及び割モールドを提供する。
【解決手段】 航空機用空気入り更生ラジアルタイヤは、高弾性コードにより構成され、タイヤ周方向に非伸張性である複数のベルト層を有し、タイヤ赤道線部の外径膨張率を△φとした場合、規定内圧が充填された際の外径膨張率が△φ≦3.0%であり、予め成形されたトレッドが張り付けられた時点におけるタイヤ外径をDとし、少なくとも1本の周方向溝の深さをdとした場合、1.5≦2d/D×100≦3.0を満たし、タイヤトレッドが割モールドによって加硫される。
(もっと読む)
タイヤ加硫のサイズ割付方法およびタイヤの製造方法、ならびに加硫プロセスの設定方法
一群のサイズのそれぞれをタクトタイム別の複数のグループに分類し、一群のサイズの中から同じグループに属するサイズだけを選んで複数の加硫ステーションに、そこで加硫するタイヤのサイズを割り付けることにより、グリーンタイヤの中間在庫を必要することなく、所定のタクトタイムで複数のサイズのタイヤを混流して加硫することのできる。  (もっと読む)
(もっと読む)
重荷重用タイヤ
【課題】 偏摩耗を抑制し摩耗の均衡化を図る。
【解決手段】 重荷重用タイヤ1を加硫成形する加硫金型10は、トレッド成形面11が、曲率半径Rが400〜1000mmの単一の基準円弧Mからなるトレッド中央域11cと、その交点Jからトレッド成形面11の外端Eまで直線Nでのびるトレッドショルダ域11sとからなる。赤道面Coから前記交点Jまでの距離W1は、赤道面Coから前記外端Eまでの距離W2の0.5〜0.7倍、かつ前記直線Nは、タイヤ軸方向線に対して0.5〜5.0の角度βでタイヤ軸方向外方に向かって半径方向内側に傾斜する。
(もっと読む)
1 - 19 / 19
[ Back to top ]