
Fターム[4F204AH51]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 家具、家庭備品(←照明具、掃除機) (34)
Fターム[4F204AH51]に分類される特許
21 - 34 / 34
人造大理石およびその製造方法
【課題】十分な製品強度を有すると共に、十分な断熱機能も有する人造大理石およびその製造方法を提供する。
【解決手段】金型1内にSMCまたはBMCを配置して圧縮成形し、その後、この金型1内に注入空間部10を設けた状態で金型1内に得られたSMCまたはBMCの成形品を配置し、発泡体樹脂組成物を注入空間部10へ注入して注型成形を行い、発泡体樹脂層とSMCまたはBMCの成形品とが一体化された積層体を得る。その後、この金型1内に注入空間部10を設けた状態で金型1内にこの積層体を配置し、人造大理石樹脂組成物を注入空間部10へ注入して注型成形を行い、人造大理石成形品と、SMCまたはBMCの成形品と、発泡体樹脂層とが一体に積層された人造大理石を得る。
(もっと読む)
木質発泡体の成形物の製造方法
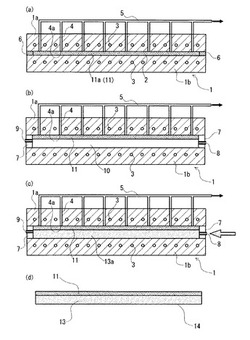
【課題】 ボックス13用の板材として、発泡体は直接に外気に長時間晒すと中に含まれている水分が蒸発して発泡体自体が収縮し変形する傾向をもつことから、それを解消するために発泡体の中に炭2や貝殻3の粉末を入れた発泡体の改良、次に発泡体の中に補強材の導入、そして発泡体全体を強靭な材質で被覆する技術を提供する。
【解決手段】 木質発泡体1は、発泡液リグノセルロース溶液17に炭2や貝殻3の粉末と香料入れ、それをさらにイソシアネート18を入れ撹拌すると反応して発泡が始まり、炭酸ガスを放出し発泡体となるが、残留したガスや水分は炭や貝殼粉末によって吸着すると外気に晒して変形や収縮のない発泡体となり、また補強材の骨組材5を加え、さらには発泡体全体を強靭なる厚層紙9の枠又はアルミ箔シート15の枠でもって、全体を被覆した木質発泡体板1となり、加えて曲げや圧縮に対しても強度をもったボックス13用板の製造方法である。
【要約図】図1
(もっと読む)
発泡形成型及びシート用パッドの製造方法

【課題】下型に設けられた幅狭な縁成形部へ発泡原料を容易に注入することができ、かつ、バリ取りが容易な発泡成形型およびそれを用いたシート用パッドの製造方法を提供する。
【解決手段】上型76と下型72の間のキャビティ82内で発泡原料を発泡硬化させる。下型72は、突条97により仕切られて下型72の周縁部分の該縁部分に形成された縁成形部88を備える。下型72における上型76との合わせ面80の前記縁成形部88を臨む箇所に、前記キャビティ82に対して開口し前記合わせ面80内において終端するようにキャビティ82側へ傾斜する案内面98aを有する注入口98が形成されている。注入口98のキャビティ82に望む部位の開口幅が凸部100、102によって狭められている。
(もっと読む)
プラスチックを含む廃棄物の成形品への成形方法
【課題】各種廃棄プラスチックと木屑や繊維屑、紙屑等の屑を破砕及び粉砕し、混合し、加熱流動化し、低コストで必要強度を有した再生プラスチック品を成形する。
【解決手段】各種のプラスチックPを破砕及び粉砕してサイロ等に貯蔵し、また木屑Wや繊維屑F、紙屑Kを破砕及び粉砕してサイロ等に貯蔵し、一時貯蔵された粉砕プラスチックP1及び粉砕屑W1〜K1を各々定量供給機10によってミキサーMに前者が70〜30重量%、後者が30〜70重量%となるように供給して撹拌混合し、該ミキサー又はこれに接続した混練り機械5において120〜300℃で加熱しながら混合し練り合わせて流動可能状態にし、この流動状態の中間生成物Nをプレス機PRに組み込まれた金型MMに押し出し注入して成形品にホットプレス加工する。各種プラスチックPから、ポリビニルクロライド等の塩素を含むプラスチックを除外する。
(もっと読む)
立体成形物の製造方法
【課題】 成形物全体が柔らかく弾力性のある感触を呈するものとすることができ、しかも、成形物の表面に平滑なスキン層を形成して容易に表面意匠をきれいに仕上げることができる立体成形物を提供する。
【解決手段】 立体モデル1を上半部領域1Aと複数に分割した下半部領域1B、1Cとの領域に区画して各領域毎にシリコン樹脂材を塗布して下端部1Dが開口したシリコン樹脂型を製作し、前記シリコン樹脂型の開口した箇所から中空部にウレタン樹脂材を吹き付けてスキン層とし、更に発泡ウレタン樹脂材を充填して、スキン層のある立体成形物を製造する方法である。
(もっと読む)
木材被覆複合体及びその製造方法
【課題】 透明性、平滑性、光沢性、均一性、深み感等の表面特性を有し、耐久性や強度等の各種物性に優れた木材被覆複合体、及び、このような木材被覆複合体を、効率的かつ簡便に製造する方法を提供する。
【解決手段】 不飽和ポリエステル樹脂組成物を化粧単板上に載置し、熱圧プレスにより成形して得られる木材被覆複合体であって、上記不飽和ポリエステル樹脂組成物は、不飽和ポリエステル80〜40質量%及び重合性単量体20〜60質量%を含む不飽和ポリエステル樹脂と、アルミニウムキレート及び/又はアルミニウムアルコレートとを含有してなり、上記不飽和ポリエステルは、重量平均分子量と酸価との積が20万〜160万であり、上記アルミニウムキレート及び/又はアルミニウムアルコレートは、不飽和ポリエステル樹脂100重量部に対して金属成分量で0.05〜1.5重量部である木材被覆複合体である。
(もっと読む)
木材被覆複合体及びその製造方法
【課題】 透明性、平滑性、光沢性、均一性、深み感等の表面特性を有し、耐久性や強度等の各種物性に優れた木材被覆複合体、及び、このような木材被覆複合体を、効率的かつ簡便に製造する方法を提供する。
【解決手段】 不飽和ポリエステル樹脂組成物を化粧単板上に載置し、熱圧プレスにより成形して得られる木材被覆複合体であって、上記不飽和ポリエステル樹脂組成物は、不飽和ポリエステルと、重合性単量体と、脂肪族系ジイソシアネートを必須とするイソシアネート成分とを含有し、不飽和ポリエステル中の水酸基当量とイソシアネート成分中のイソシアナト基当量との比が1:0.7〜1.2であり、上記不飽和ポリエステルは、全酸成分100モル%に対して不飽和二塩基酸を50モル%以上含み、酸成分とグリコール成分及び/又はエポキシ化合物成分との質量比が1:1.3〜2.0である木材被覆複合体である。
(もっと読む)
複合成形可能な化粧積層板ドアパネル
化粧積層板ドアパネルは、両方向に引き伸ばし可能な化粧シートから構成された樹脂含浸化粧層と、両方向に引き伸ばし可能なクラフト紙から構成された樹脂含浸コア層とを含む複合成形可能な化粧積層板を含む。ドアパネルはまた、化粧積層板が接合される基材を含む。 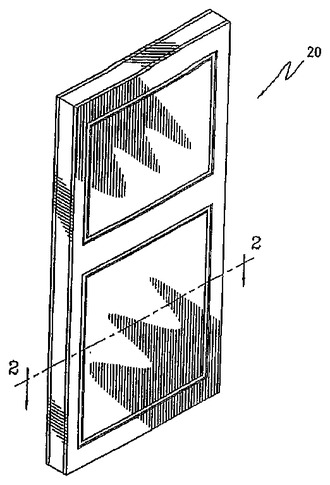 (もっと読む)
(もっと読む)
インテリア・カバー要素の作成方法、および中心欠陥のないインテリア・カバー要素
本発明は、インテリア・カバー要素を作成する方法、および中心部に欠陥のないインテリア・カバー要素に関する。本発明は、柔軟スキン(14)と支持体(10)を形成するステップと、柔軟スキン(14)と支持体(10)をそれぞれの型の上に配置するステップと、スキンと支持体の間に成型空洞(16)を完全に形成させるために型を閉鎖するステップと、発泡材を形成するように設計された流体材料を導入するステップから成る方法に関する。支持体(10)を作成するステップは、キャッチ部材(24)をオリフィスの近傍に配置することを含み、方法は、型を閉鎖する前に、支持体(10)が型から間隔をおいて位置しないように、型のキャッチ部材(26、24)と支持体を協働させることを含む。本発明は、モータ車両のインテリア・カバーに適用可能である。  (もっと読む)
(もっと読む)
発泡成形型およびそれを用いた発泡成形体の製造方法
【課題】ベント孔からの発泡原料の流出を防止しながら、キャビティ内の発泡ガスや空気を最後まで効率よく抜くことで欠肉やコラップスなどの成形不良を防止することができ、作業性に優れ、また、ランニングコストを削減することができる発泡成形型を提供する。
【解決手段】ベント孔24を備え、キャビティ22内に注入された発泡原料Pを発泡硬化させる発泡成形型10において、貫通孔28aを設けたゴム弾性体28が、前記ベント孔24を覆い、前記ベント孔24と前記貫通孔28aが連通するようにキャビティ22内に固着され、発泡成型時に、前記キャビティ22内に発泡原料Pを注入し、前記発泡原料Pが発泡充填されることで前記ゴム弾性体28が弾性変形して、前記貫通孔28aを塞ぐことを特徴とする。
(もっと読む)
ガラス板一体樹脂成形方法及び照明器具
【目的】 本発明の目的は、成形時にガラス板が位置ずれせず、且つ割れることなく、ガラス板の周縁部に樹脂枠体を一体成形することができるガラス板一体樹脂成形方法及び照明器具を提供することにある。
【構成】 ガラス板一体樹脂成形方法は、ガラス板10の周囲に略同量の複数のシート状の樹脂材料Xを配置し、当該樹脂材料Xを上下一組の金型110、120により押圧することにより、キャビティ空間α内を流動させ、これによりガラス板10の周縁部に樹脂枠体Xを一体成形するようになっており、樹脂材料Xを配置するに当たり、樹脂材料Xを、ガラス板10を挟んで対向する位置であり、且つ樹脂材料Xの流動力がガラス板10に対して略均一に作用する位置に配置するようにしている。
(もっと読む)
冷蔵庫キャビネットの真空発泡方法および装置
冷蔵庫キャビネット(13)を備えた発泡治具(35)は、真空槽(25)に囲まれる。定量のポリウレタン混合物は、次に冷蔵庫キャビネット(13)の空壁内に供給され、真空槽(25)内および発泡治具(35)内に真空度を生成することによりフォームを発達させる。キャビネット壁(13)の発泡は、高速反応ポリウレタン剤を用いることにより比較的短時間で実行することができる。 (もっと読む)
高強度成形品の成形方法
高強度成形品の成形方法が提供される。その方法は、成形用組成物を準備するステップから始まる。成形用組成物は、約40から60重量%の間の繊維混合物と、約15から45重量%の接着剤とを備える。成形用組成物に約435から870psiの間の圧縮圧力が適用される前に、モールドキャビティには、そのモールドキャビティの容量の約90%まで、成形用組成物が充填される。約0.1から0.5mmの間の所定の隙間が、前記モールドキャビティを定義する第1のモールド部品と第2のモールド部品との間で維持される。成形用組成物が実質的に硬化したとき、成形品はモールドキャビティから取り出される。  (もっと読む)
(もっと読む)
天然石の外観を備える複合材料
ここに開示するのは、天然石の外観を備えた、ポリマーおよび天然骨材から作られた複合材料である。この複合材料は、該材料の表面の微生物の増殖を阻害する抗菌材料をさらに含有している。上記材料を製造する方法もさらに開示されている。 (もっと読む)
21 - 34 / 34
[ Back to top ]