
Fターム[4F204EF05]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形材料の供給 (3,655) | 挿入物等の供給 (666)
Fターム[4F204EF05]に分類される特許
661 - 666 / 666
強化要素を備えるガラスユニット
本発明は、プラスチック材料製の周囲フレームまたは周囲要素がオーバーモールドされた板ガラス要素(10)を備える、ガラス取り付けに関する。上記フレームまたは周囲要素は、板ガラス要素のための少なくとも一つの強化要素(13’、14’、15、16、17、18’、19’、19”、20)を備え、この強化要素は、オーバーモールドプラスチック材料(9)によって上記フレームまたは周囲要素に接続され、または板ガラス要素(10)の近傍で平行またはほぼ平行な方向に配置されたコア部分(11)を備える輪郭によって形成され、板ガラス要素に対して遠位側の少なくとも一つの突出部分(12)を備える。上記発明は、上記突出部が、上記板ガラス要素の方向に開いているポケットを形成していないことを特徴とする。 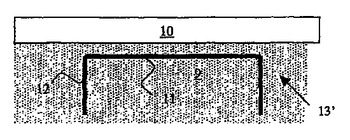 (もっと読む)
(もっと読む)
トリム部分のための表面装飾とその製造方法
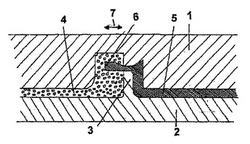
【解決手段】本発明は、カバー部品、特に自動車用の車内トリム部分、の装飾に関し、特にキャストスキン(4)にて形成されるものに関する。この表面装飾は、キャストスキン(6)にて形成される表面装飾の領域に隣接するエッジ(6)を有する装飾挿入体(5)から構成される。装飾挿入体(5)のエッジ(6)は、キャストスキン(4)にて囲まれる。また本発明は、このような表面装飾を製造するための方法、及び、この表面装飾を製造するための鋳造用具に関する。本発明によれば、高い審美性を有するトリム部分を簡易に製造できる。 (もっと読む)
2層マイクロレンズアレイおよびその製造方法

【課題】2層マイクロレンズアレイの製造方法を簡単化し、設備費用の低減を図り、製造時間の短縮を図り、製造コストを低減することができる2層マイクロレンズアレイおよびその製造方法を提供する。
【解決手段】基板24の厚み方向一端面部24aに、第1のマイクロレンズアレイ15を作製した後、光源からの光を、第1のマイクロレンズアレイ15を透過させるだけの簡単な操作で、第1および第2のマイクロレンズアレイ15,11Aが相互の位置関係における高い位置合わせ精度を確保して配置される。
(もっと読む)
複合レンズの成形方法
【課題】 成形型と複合層との離型を確実かつ容易に行えるようにした複合レンズの成形方法を得る。
【解決手段】 ガラスレンズの一面に成形型を用いて光硬化性樹脂からなる複合層を転写することにより成形する複合レンズの成形方法において、成形型4と複合層3との鏡面をなす第1の転写面4aの外周部に、成形型4の引き剥がし方向に対して当該成形型4と複合層3との離型のきっかけとなる直交する第3の転写面4cをもつようにした。
(もっと読む)
リング状摩擦材の製造方法
【課題】 弾性体であり非圧縮体のゴムやプラスチックを加圧媒体として用い、圧力を上下や円周方向に、擬等方向的にかけて円筒状金属内面に摩擦材料を固着させる。
【解決手段】 下記の工程を備えたリング状摩擦材の製造方法であり、金型(1)内に金属リング(4)をセットし、前記金属リング(4)の内側には加圧媒体(6)をセットし、前記金属リング(4)と前記加圧媒体(6)の隙間に熱硬化性樹脂を含む摩擦材原料(5)を充填し、前記金属リング(4)と前記摩擦材原料(5)を押さえリング(3)で押さえ、加圧パンチ(7)で前記加圧媒体(6)を加圧して、圧力を等方的に発生させることにより前記摩擦材原料(5)を圧縮成形して前記金属リング(4)に固着させて一体とし、一体とした前記摩擦材原料(5)及び前記金属リング(4)を加熱して前記熱硬化性樹脂を硬化させる。
(もっと読む)
樹脂成形体とその製造方法、及び用途
【課題】電子部品の放熱部材として好適な、高柔軟性、高熱伝導性かつ導電性の樹脂成形体を提供すること。
【解決手段】骨格部と、該骨格部の一部又は全部と一体的に形成された樹脂部とからなり、骨格部と樹脂部の熱伝導率の差が1W/mK以上で、骨格部及び/又は樹脂部の体積抵抗率が1MΩ・cm以下(0は含まず)であることを特徴とする樹脂成形体とその製造方法。この樹脂成形体からなり、アスカC硬度が50以下である電子部品の放熱部材。
(もっと読む)
661 - 666 / 666
[ Back to top ]