
Fターム[4F205AA38]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 樹脂材料等(主成形材料) (3,919) | 硬化性樹脂 (1,743) | アミノ樹脂系(←ユリア、メラミン樹脂) (9)
Fターム[4F205AA38]に分類される特許
1 - 9 / 9
運送車両用の一体型複合素材からなる車体及びその製造方法
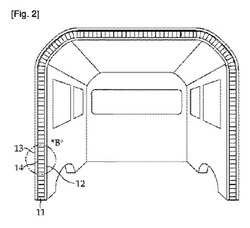
本発明は、複合素材を利用して同時硬化方式で成形された車体及びその製造方法に係り、本発明の一側面によれば、心材と、補強纎維に合成樹脂を含浸させて半硬化させたプリプレグからなる、前記心材の一面に接着される内皮材と、補強纎維に合成樹脂を含浸させて半硬化させたプリプレグからなる、前記心材の他面に接着される外皮材と、前記心材と外皮材との間に挿入される金属板材から構成されるサンドイッチパネルを利用して車体の形状に一体に成形したことを特徴とする運送車両用の一体型複合素材からなる車体が提供される。 (もっと読む)
樹脂製回転体の製造方法及び樹脂製回転体成形用半加工品の製造方法

【課題】1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体の製造方法を提供する。
【解決手段】 抄造装置を用いて、金属製ブッシュ2の外周部の周囲に補強繊維を集積させて1以上の突出部4Aを含む金属製ブッシュ2の外周部を囲む補強繊維集積体を形成する。プレス装置を用いて、補強繊維集積体を回転軸の軸線方向に圧縮して補強用繊維基材5を形成する。補強用繊維基材5に樹脂を含浸させ、樹脂を硬化して樹脂成形体6を形成する。
(もっと読む)
樹脂製回転体及びその製造方法、樹脂製回転体成形用半加工品及びその製造方法並びに補強用繊維基材成形用金型
【課題】 金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体の製造方法を提供する。
【解決手段】 補強用繊維基材5を形成するために、多数の補強繊維が集まって構成され且つ中央部に金属製ブッシュの外周部が嵌る貫通孔を備えた筒状の補強繊維集積体8を形成する。補強繊維集積体8を金属製ブッシュ2の外周部に嵌める。金属製ブッシュ2の外周部に嵌めた補強繊維集積体8を、金属製ブッシュ2の外周部に向かう方向と軸の軸線方向とに圧縮する。
(もっと読む)
炭素繊維構造体、炭素繊維強化プラスチック成形品及びそれらの製造方法
【課題】有機樹脂材料の分子と炭素繊維の炭素原子の間において強力な化学結合を形成することができ、したがって強化プラスチック成形品の製造に有用な炭素繊維とその製造方法を提供すること。
【解決手段】炭素繊維と、有機酸の金属塩からなる金属石鹸及び有機官能基及び加水分解基を有するシランカップリング剤を含む表面処理液を用いた表面処理により前記炭素繊維の表面に結合せしめられた結合強化膜とからなり、かつ前記炭素繊維の炭素原子と前記シランカップリング剤の官能基とが化学的に結合しており、有機樹脂と反応し、結合可能な前記有機官能基が前記結合強化膜の表面に露出しているように構成する。
(もっと読む)
粉末成形用樹脂組成物及び成形体
【課題】 耐ブロッキング性に優れ、良好な粉体流動性を示し、溶融性、および耐熱性に優れた粉末成形用樹脂組成物を得ることを課題とする。
【解決手段】 メタアクリル系重合体を主成分とするメタアクリル系重合体ブロック(a)およびアクリル系重合体を主成分とするアクリル系重合体ブロック(b)からなり、メタアクリル系重合体ブロック(a)およびアクリル系重合体ブロック(b)のうち少なくとも一方の重合体ブロックに酸無水物基および/またはカルボキシル基を有するアクリル系ブロック共重合体(A)と、1分子中に平均1.1個以上のエポキシ基を有するアクリル系重合体(B)とからなるアクリル系重合体粉体(C)100重量部に対し、平均粒子径30μm以下であり、かつ粉体(C)より小さい平均粒子径を有する樹脂粉末(D)を0.01〜30重量部を添加してなる粉末成形用樹脂組成物とする。
(もっと読む)
透明フィルム及びその製造方法、並びにその透明フィルムを用いた偏光板及び液晶表示装置
【課題】
優れた透明性、弾性率、透湿度、寸度安定性を有する透明フィルム、及びその製造方法並びに、それを用いて得られる偏光板及び、光漏れが抑制され耐久性にも優れた液晶表示装置を提供すること。
【解決手段】
尿素樹脂、ベンゾグアナミン樹脂、グリコールウリル樹脂及びこれらの混合物からなる群から選ばれるアミノ樹脂と、セルロースアシレートを含有することを特徴とする透明フィルム;セルロースアシレート及びアミノ樹脂前駆体を含有するセルロースアシレート溶液を流延する工程(流延工程)と、該流延工程により形成されたフィルムを加熱する加熱工程とを有することを特徴とする透明フィルムの製造方法;これらの透明フィルムを偏光子の保護フィルムとして用いたことを特徴とする偏光板;及びこれらの透明フィルム又はそれを用いた偏光板の少なくともいずれかを用いたことを特徴とする液晶表示装置。
(もっと読む)
熱可塑性長繊維複合材、その製造方法、およびそれから得られた製品
成形品に使用した場合、改善された表面抵抗率および/または衝撃強さが得られる導電性長繊維複合材である。この複合材は、熱可塑性樹脂、炭素長繊維、およびガラス長繊維を含み、前記炭素長繊維および前記ガラス長繊維が、約2mmを超えるかまたはそれと等しい長さを有し、前記導電性長繊維複合材が、製品に成形した場合、約108Ω/cm2未満またはそれと等しい表面抵抗率、および約10kJ/m2を超えるかまたはそれと等しいノッチ付アイゾッド衝撃強さを示す。 (もっと読む)
エンボス加工プリプレグとその製造方法、化粧板
【課題】 従来の化粧板としての基本的特性を損なうことなく、簡易な方法で、加熱加圧成形後の化粧板の反りを低減した化粧板に用いられるエンボス加工プリプレグとその製造方法、ならびに、このエンボス加工プリプレグを用いた化粧板を提供する。
【解決手段】 化粧板を成形するために用いられるプリプレグであって、基材に熱硬化性樹脂組成物を担持させてなる樹脂担持基材の厚み方向にエンボス加工を施してなることを特徴とするエンボス加工プリプレグと、このエンボス加工プリプレグの製造方法であって、(a)基材に熱硬化性樹脂組成物を担持させ、樹脂担持基材を製造する工程と、(b)上記樹脂担持基材の厚み方向に、エンボス加工を施す工程と、を有することを特徴とする、エンボス加工プリプレグの製造方法。
(もっと読む)
改良コア材料
本発明は、密閉金型システム、ハンドレイアップ適用および/またはスプレーアップ適用での使用に適する、好ましくは、1バールの圧力において30%より大きい圧縮抵抗性を有する、ドレープ可能なコア材料であって、ウェブ内にフォーム構造を含有する少なくとも一つの繊維質ウェブを基材としており、前記フォーム構造が多数の部材から形成されており、それら部材は樹脂に対して透過性である流路によって相互に分離されている、前記コア材料に関する。さらに、本発明はかかるコア材料を含む積層物、コア材料の製造方法、およびかかる積層物の製造方法に関する。  (もっと読む)
(もっと読む)
1 - 9 / 9
[ Back to top ]