
Fターム[4F205AH29]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 用途物品 (2,778) | 船舶、水上浮揚構造物(←フロート) (45) | ボート、ヨット (7)
Fターム[4F205AH29]に分類される特許
1 - 7 / 7
ガスタンク及びガスタンクの製造方法
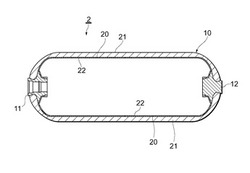
【課題】水素ガスなどの分子の小さいガスに対しても高いガスバリア性を確保できるガスタンクを提供する。
【解決手段】FRP層21の内側に樹脂ライナ20を有する高圧ガスタンク2において、樹脂ライナ20の内面に酸化層22を形成する。フィラメントワイディング法により樹脂ライナ20の外面に補強繊維Fを巻回する際に、空気を樹脂ライナ20の内部に封入しておき、次の補強繊維Fを熱硬化しFRP層21を形成する際に、樹脂ライナ20の内面を熱酸化して酸化層22を形成する。
(もっと読む)
熱により影響を与えることができる材料から成る構成部材に一次成形形状付与または二次成形形状付与するための成形工具
本発明は、繊維複合材料から成る構成部材を製作するための成形工具であって、当該成形工具が、繊維複合構造体と電気的な抵抗加熱エレメントとを有しており、当該成形工具の繊維複合構造体内に、当該成形工具の形状付与表面の近傍で、プラスチックマトリックスに含まれた炭素繊維または炭素フィラメントが埋め込まれている形式のものに関する。このような形式の成形工具は、プラスチックマトリックスに含まれた炭素繊維または炭素フィラメントが、形状付与表面の近傍で、主として、当該成形工具の機械的な強度を規定しており、電気的な抵抗加熱エレメントの少なくとも個々の区分が、互いに電気的な並列回路を形成しているように、電気的な抵抗加熱エレメントが接続されていることによって一層改良される。 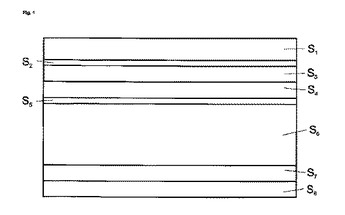 (もっと読む)
(もっと読む)
長物の強度及び反発力の増加加工技術

【課題】釣竿やゴルフクラブシャフトやテニスのラケットや野球の木製バットや陸上競技の棒高飛びのバーやヨットのマスト等の長物製品の強度や反発力を更に増す方法の提供。
【解決手段】本体1に巻付け物2を巻付けた後に繊維を巻付けた場合は、巻付けた繊維の上から樹脂類を塗って沁み込ませ乾燥させる。次に、縦方向断面に見るように、巻付け物2と巻付け物2との間に谷が生じるのでその谷を埋めるべく樹脂類を流し込み3の谷を埋める(山を頂点にして)その円周方向を滑らかにして次の巻付けを円滑にする。また本体に針金やワイヤーを巻付ける場合は3の谷を埋める(山を越して)には適宜の量のプラスチック類を流し込み滑らかに円周方向を成型し、適宜の回数巻付けて必要な強度と反発力を得る。
(もっと読む)
プラスチック発泡複合体の製造方法
発泡体は断熱性に優れるが、吸湿して断熱性が低下し強度がない。そのため、吸湿しない断熱材で、強度のある断熱材が求められている。 本発明によれば、プラスチックの粉末又は細粒と、架橋発泡するポリオレフィン粒状体を金型に入れ、回転しながら加熱すると表皮のある発泡複合体が一工程でできる。この複合体は吸湿することなく強度があり、断熱材として優れている。 又、架橋発泡するポリオレフィン粒状体の表面に発泡しないか、わずかに発泡する材料を被覆して成形すると、好ましくは、コアに5乃至50mmの発泡体の粒状体に厚さ0.05乃至0.5mmの補強体を被覆したコアになり、軽量で強度があり、衝撃で変形はするが壊れないで木と同等の強度のある成形体ができる。  (もっと読む)
(もっと読む)
スラッシ成形プロセス
スラッシ成形プロセスにおいて、型に添加される成形可能な熱可塑性組成物の粉末は、型に添加される前に、著しい架橋を生じない温度および時間で、エチレンカルボン酸コポリマーまたはイオノマーと、エチレン/グリシジルアクリレートまたはグリシジルメタクリレートコポリマーと、架橋促進剤と、そして任意に、離型剤を含む他の添加剤とをブレンドすることによって調製され、原位置で架橋を生じさせるのに十分な時間および温度で保持される。 (もっと読む)
改良コア材料
本発明は、密閉金型システム、ハンドレイアップ適用および/またはスプレーアップ適用での使用に適する、好ましくは、1バールの圧力において30%より大きい圧縮抵抗性を有する、ドレープ可能なコア材料であって、ウェブ内にフォーム構造を含有する少なくとも一つの繊維質ウェブを基材としており、前記フォーム構造が多数の部材から形成されており、それら部材は樹脂に対して透過性である流路によって相互に分離されている、前記コア材料に関する。さらに、本発明はかかるコア材料を含む積層物、コア材料の製造方法、およびかかる積層物の製造方法に関する。 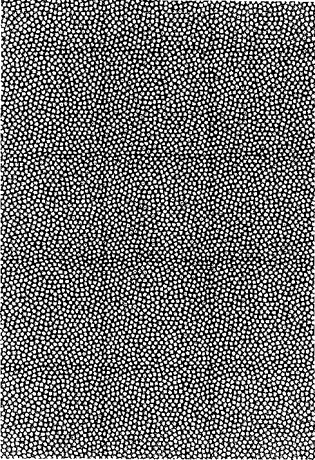 (もっと読む)
(もっと読む)
金型内で予備成形体を形成するための装置および方法
繊維予備成形体を形成する装置および方法は成形支持面上に繊維および結合材を分散し、それにより、材料が調整された後に成形支持面に対して塗布され、この成形支持面において複合材料が凝固する。繊維等の補強材料が熱可塑性材料または熱硬化性材料等の結合材と混合され、それにより、材料同士が付着する。その後、制御された所定の重量割合で粘着性混合物が支持面上に分散され、この支持面において、混合物が支持面に付着して冷却し凝固する。堆積された混合物は、繊維間に隙間を有するオープンマットになることができる。また、堆積された混合物は、完全に凝固する前に、最終的な所望の形状へと更に成形することができる。この方法によれば、溶媒の必要性およびそれに伴う問題が排除される。プロセスは、補強材料を所定位置に保持するための真空システムまたはプレナムシステムを必要としない。予備成形体は、部位や非対称形状を含む任意の形状に形成することができ、また、コンポジット成形品へと処理される間において金型内に残存することができる。 (もっと読む)
1 - 7 / 7
[ Back to top ]