
Fターム[4F205HL08]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチツク成形用繊維の巻回、分布 (881) | 繊維(←樹脂含有物)の巻回 (281) | 巻き移し (5)
Fターム[4F205HL08]に分類される特許
1 - 5 / 5
遠心ローターと共に使用されるスイングバケット
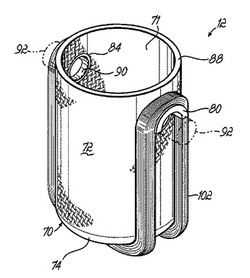
【課題】従来品の欠点を克服するスイングバケットを提供する。
【解決手段】遠心ローター10と共に使用されるバケット12が提供される。バケット12は側壁72と底壁74を有するバケット本体70を含む。一対の突出部80がバケット本体70の対向側面において側壁72から延在しかつそれは遠心ローター10と係合するよう構成される。バケット12はさらに遠心ローター10上での遠心分離中に突出部80に対するバケット本体70の移動を抑止する突出部80に対して結合された補強材102を含む。突出部80は遠心ローター10上の対応するピン92と係合する側壁72から外側に延在するブッシュを備えてもよい。突起80ノズル導入領域それぞれは孔90の一方を経て突出する。
(もっと読む)
回転体への樹脂含浸繊維の巻着方法

【課題】複雑な機構を用いずに簡便に繊維巻替処理を行えるFRP成形体の製造方法を提供する。
【解決手段】繊維供給部から樹脂含浸繊維を第1の回転体に供給する供給工程と、前記第1の回転体を回転させて前記繊維を所定分巻着する第1の巻着工程と、前記繊維供給部と前記第1の回転体との間に第2の回転体を配置し、前記繊維供給部から前記第1の回転体へ延びる前記繊維を前記2の回転体に掛着する掛着工程と、前記第1の回転体と前記第2の回転体との間で前記繊維を切断する切断工程と、を備える繊維強化プラスチック成形体の製造方法を提供する。
(もっと読む)
フィラメントワインディング装置
【課題】巻き付け処理後のマンドレルから巻き付け処理前のマンドレルへと移し替えられる受渡リングを用いた繊維束の終端部の受渡機構を具備するフィラメントワインディング装置において、繊維束の終端部を切り離す際に、繊維束がたるむ、あるいは解けるなどのトラブルの発生を防止する。
【解決手段】巻き付け処理後のマンドレル1と一体の第1受渡リング41および巻き付け処理前のマンドレル1に移し替えられる第2受渡リング42に巻き付けられた繊維束Rを、第1・第2の受渡リング41・42間で切断するカッタ46と、カッタ46による切断時に第2受渡部材42を位置保持する保持手段47とを設ける。保持手段47は、第2受渡リング42の外周面に押し当てられる摩擦ローラ53と、摩擦ローラ53を第2受渡リング42に向けて付勢する圧縮バネ55とを含む。
(もっと読む)
フィラメントワインディング自動化システム
【課題】生産効率の向上及び低コスト化を可能とする。
【解決手段】ヘッド部12,13から繰り出される繊維束RをマンドレルM1に巻き付ける巻付け装置と、巻付け前のマンドレルM1を巻付け位置に設置する設置装置5と、巻付け後のマンドレルを巻付け位置から排出する排出装置5と、繊維束Rを保持して、巻付け後のマンドレルから巻付け前のマンドレルM1に受け渡す受渡装置3と、繊維束Rを切断する切断装置とを備え、巻付け終了後、受渡装置3がヘッド部12,13から繰り出される繊維束Rを保持し、切断装置が繊維束Rを巻付け後のマンドレルから切断して分離し、排出装置5が巻付け後のマンドレルを排出し、設置装置が巻付け前のマンドレルM1を設置し、巻付け装置が受渡装置3で保持した繊維束Rを巻付け前のマンドレルM1に巻付け開始する。
(もっと読む)
繊維強化樹脂製円筒体の製造方法
【課題】 従来よりも緻密で高品質な製品を、経済的により短時間で生産性よく製造可能な繊維強化樹脂製円筒体の製造方法を提供する。
【解決手段】 内周面13に沿って強化用繊維シート11を配置し、水平配置された減圧状態の円筒状の成形型14内に、液状の熱硬化性樹脂10を入れて成形型14を回転し、遠心力によって成形型14の内周面13側へ熱硬化性樹脂10を均等分散させ、熱硬化性樹脂10を硬化させて成形する。ここで、熱硬化性樹脂10の硬化は、成形型14内に電磁波を照射して行う。
(もっと読む)
1 - 5 / 5
[ Back to top ]