
Fターム[4F206AG09]の内容
プラスチック等の射出成形 (77,100) | 一般形状、構造物品(用途物品優先) (4,719) | 管状体(←配管パイプ) (183) | 異形管(←非円形断面) (11)
Fターム[4F206AG09]に分類される特許
1 - 11 / 11
自転車用のグリップ
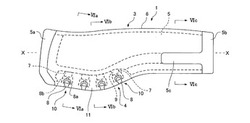
【課題】グリップを握った際に、手首の位置が下がって手首の曲がり角度が大きくなることを抑えることができるだけでなく、手からの力を良好に受けたり、手や手首への衝撃を良好かつ確実に吸収できたりする自転車用のグリップを提供する。
【解決手段】ハンドル本体の外周に装着される筒状部5と、後方に膨出する後方膨出部4とを備え、後方膨出部4は、筒状部5の後部から撓むことが可能な状態で後方に延びる後方延長支持部7と、この後方延長支持部7から広がるように形成されて運転者の手の平を下方から受けることが可能な広がり受け部8とを有し、広がり受け部8が後方延長支持部7を介して支持されている。
(もっと読む)
中空成型品の製造のための成型デバイスおよび成型方法

【課題】中空成型品を製造するための成型デバイスを提供する。
【解決手段】デバイスは、キャビティを備えた型と、キャビティを流通状態の成型材料で充満するための充填デバイスと、射出体と、射出体を駆動して、キャビティを充満した成型材料内を動作軌跡に沿って移動させるように設計された変位デバイスと、を具備し、キャビティは、射出体の動作軌跡に沿って連続して配列された少なくとも2つのキャビティ部を具備し、キャビティ部は動作軌跡に直交した異なった形状の断面とされており、射出体は変形可能材料で形成された変形可能部を具備し、変形可能材料は成型材料よりも低い弾性圧縮強度を有し、成型材料は、変形可能材料から成る立方体の試験片が、固化した状態の成型材料から成る同一の形状およびサイズの試験片よりも低い弾性圧縮強度である。
(もっと読む)
射出成形機
【課題】 射出成形機の射出ノズルの位置が、容易に変更できるようにすることである。
【解決手段】 2基の射出装置本体部18を有する射出成形機101の射出装置120において、フレーム1と各射出装置本体部18との間に、ボールねじ機構によるY方向移動手段23を、それぞれの射出装置本体部18に対して設ける。作業者が、ボールねじ27の端部に連結されたダイアルノブ30を回すことにより、各射出装置本体部18はそれぞれ独立してY方向(型締め方向と直交する水平方向)に移動する。
(もっと読む)
樹脂製燃料タンク用接合部品およびその製法
【課題】樹脂製燃料タンクの開口部外周との溶着部分において優れた溶着力を奏するとともに、燃料低透過性に優れ、耐ソルベントクラック性、成形性にも優れる、樹脂製燃料タンク用接合部品およびその製法を提供する。
【解決手段】樹脂製燃料タンク用接合部品(接合パイプ1)が、下記の(A)および(B)を主成分とするとともに下記の(C)成分を含有し、(A)成分および(B)成分の含有比率が、重量比で、(A)/(B)=10/90〜70/30の範囲であり、かつ、(B)成分が海相(マトリクス)を形成し(A)成分が島相(ドメイン)を形成するアロイ材からなる。
(A)高結晶性高密度ポリエチレン樹脂。
(B)低結晶性高密度ポリエチレン樹脂。
(C)結晶増核剤。
(もっと読む)
ダクトの製造方法
【課題】薄膜部の膜厚を非常に薄くして、より消音性能を向上し、且つ膜厚の異なる薄膜部および厚膜部を胴体部のダクト周方向に交互に配設して、薄くても変形し難い内側ダクトを容易に製造することができる方法を提供する。
【解決手段】合成樹脂を加熱して溶融し、この溶融樹脂をキャビティ63内に射出充填し、溶融樹脂の充填中または充填後に、固定型61に対して可動型62を移動させることで、キャビティ63における薄膜部44、45に対応した箇所に射出充填された溶融樹脂、およびキャビティ63における厚膜部54、55に対応した箇所に射出充填された溶融樹脂を加圧して圧縮する射出圧縮成形方法を採用している。よって、薄膜部44、45の膜厚が非常に薄い内側ダクト(薄膜中空成形体)5を容易に、しかも安価に製造できる。
(もっと読む)
消音ダクト
【課題】薄膜3の振動により吸気音を低減する消音ダクト1において、低コストで薄膜3を補強する。
【解決手段】消音ダクト1によれば、薄膜3の外表面には、薄膜3を構成する第1の樹脂素材よりも低融点であって第1の樹脂素材と接着する第2の樹脂素材を射出成形することで、補強材5が設けられている。これにより、簡便な射出成形によって、薄膜3の外表面に自在に補強材5を設けることができるので、低コストで薄膜3を補強することができる。
(もっと読む)
ガラスランの製造方法
【課題】中子の安定性を高め、ひいては適正形状の型成形部を成形することのできるガラスランの製造方法を提供する。
【解決手段】ガラスランは押出成形部2,3と型成形部とからなり、断面略コ字状の本体部と一対のシールリップとを有している。型成形部を形成するための金型装置5は、本体部及びシールリップの内周面を画定するための中子18と、本体部及びシールリップの外周面を画定するための複数の型とからなる。そして、中子18の両端にそれぞれ押出成形部2,3の端部を嵌め込んだ状態で、キャビティ19内に型成形材料を充填することで型成形部が成形される。中子18のうち各押出成形部2,3が嵌め込まれる各部分には、それぞれ当該中子18を保持するための保持板21が設けられ、キャビティ19内においては、中子18を支持するサポートピン25が突出形成されている。
(もっと読む)
3次元形状配管の製造方法及びその製造用金型
【課題】 2次射出成形の成形時に補強構造部分を同時に成形することが出来、生産性及びコストダウンを図ることが出来る3次元形状配管の製造方法及びその製造用金型を提供する。
【解決手段】この発明の実施形態では、特に2次射出成形により中空形状の配管製品Wの接合部を溶融・接合させると同時に、図2〜図4に示すように、配管強度の低い部分の少なくとも一箇所に補強連結部材Gを同時に成形するものである。具体的には、前記射出吐出穴5と接続する別の補強連結部材Gを形成するための射出成形穴(図示省略)を可動側型板2bと固定側型板3との少なくとも一箇所に形成し、2次射出成形時に補強連結部材Gを同時に成形して一体的に形成するものである。配管強度の低い部分とは、例えば、配管の断面積が配管長手方向において相対的に大きくなっている部位であり、排気マニホールド等では容積の大きい部位等を挙げることが出来る。
(もっと読む)
異形細長部品を製造する射出成形設備
本発明は、射出成形設備であって、一方の機械取付板(40)に割り当てられる型締側構成要素(31)と、他方の機械取付板(50)に割り当てられるノズル側構成要素(30)と、これらの構成要素(30、31)間に位置付けられ、型締側又はノズル側構成要素に屈折可能に配置されるスライド(2)を有するスライドモジュール(32)であって、スライドは、本来の金型キャビティ(8)の形成に寄与する、スライドモジュール(32)とによって、固定機械取付板及び可動機械取付板(40、50)と、少なくとも1つの射出ユニット(31)と、機械取付板(40、50)間に位置付けられて少なくとも部分的に細長い異形部品を製造する射出成形装置とを有する射出成形設備に関する。駆動モジュール(33)がスライドモジュール(32)の屈折可能な部分(複数可)(2、10)の移動を制御し、部品は、スライドの移動によって型(form)の内外で目的の寸法及び形状で製造される。設備の1つ又は複数の構成要素への、少なくとも型締側構成要素(31)、及び/又は駆動モジュール(33)、及び/又はスライドモジュール(32)の少なくとも部分的な機能的統合が意図される。 (もっと読む)
半径方向に柔軟性をもつブッシング
【課題】ブッシングの疲労寿命を長くし、性能を高める。
【解決手段】本発明は、半径方向に柔軟性をもつブッシングを提供し、外側の環状要素と、外側の要素によって囲まれる内側の剛体要素と、内側の剛体要素と外側の要素を粘着で取り付けるエラストマ体とを備える。エラストマ体は、内側の剛体要素から外側の要素まで半径方向に及ぶ、複数の離間したアームを備える。エラストマ体はさらに、内側の剛体要素の半径方向における変位を制限するための、少なくとも1つの半径方向の阻止部を備える。半径方向の阻止部は、アーム間で外側の要素に配置され、外側の要素に結合される端部及び剛体要素に向いた頂部を有するアーチを備える。このアーチが外側の要素とともに管状中空部を規定する。
(もっと読む)
異径筒体成形方法、同方法を使用する異径筒体成形装置及び同装置用中子
【課題】手作業によらずに高能率的に異径筒体の成形が可能な異径筒体成形方法を提供する。
【解決手段】割り型の空洞部の底部に異径筒体である成形品の径大側端部を遮蔽するキャップをセットする第1工程、(b)割り型の型締めをするとともに、中子を割り型の空洞部の所定位置に固定して、中子と割り型の間に所定のキャビティを形成する第2工程、(c)そのキャビティに溶融樹脂材料を注入し、冷却して成形品を成形する第3工程、(d)割り型を型開きするとともに、中子をその中子から成形品を軸方向に抜脱可能な位置に移動して固定する第4工程、(e)中子の中に形成してある空気通路に加圧空気を供給し、その加圧空気を中子の先端付近からその中子と成形品の間に吹き込んで、その成形品を前記中子から剥離し、かつその中子の軸方向に抜脱させる第5工程からなる。
(もっと読む)
1 - 11 / 11
[ Back to top ]