
Fターム[4F206AH27]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 車両(←軽車両)部材 (1,413) | ヘッドレスト (4)
Fターム[4F206AH27]に分類される特許
1 - 4 / 4
発泡合成樹脂成形体及びその製造方法
【課題】穴状部が貫通孔である場合には、発泡成形時に該穴状部を塞ぐバリ部を形成することなく、該穴状部の周辺部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能であり、該穴状部が非貫通状である場合には、該穴状部の底部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能な発泡合成樹脂成形体の製造方法及び発泡合成樹脂成形体を提供する。
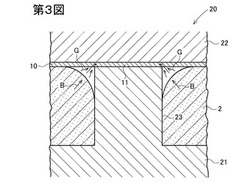
【解決手段】少なくとも第1の型21と第2の型22とを有する金型20を用いて、外面に穴状部3を有する発泡合成樹脂成形体1を製造する。第1の型21のキャビティ内面に、穴状部3を形成するための凸部23が設けられており、金型20は、型締めした状態において、凸部23の突出方向の先端面が第2の型22のキャビティ内面に所定の間隔をあけて対向するように構成されている。金型20を型締めした状態において、凸部23の先端面と第2の型22のキャビティ内面との間に金型20内の気体を気体誘導手段で誘導する。
(もっと読む)
植物由来成分を含むポリウレタン組成物
【課題】ひまし油に由来するポリオール成分の使用量が、全ポリオール成分中の30重量%以上と言う高い植物由来成分利用率を維持しながら、生産性の高い高密度ポリウレタンRIM成形品の製造方法とその原料組成物の提供。
【解決手段】ポリイソシアネート(A)と、ポリオール、架橋剤及び触媒を含んでなるポリオール混合物(B)とから、反応射出成形法によって、密度が1.0g/cm3以上のポリウレタンエラストマーを製造する方法であって、(1)ポリオールは、ポリオール100重量部中、ひまし油に由来するポリオール成分を30重量部以上含み、ひまし油に由来するポリオール成分は平均官能基数が2.0〜2.7で、かつ水酸基価が70〜170mgKOH/gであり、(2)架橋剤がメチルジエチルジアミノベンゼン(DETDA)であり、(3)触媒が第3級アミンと金属触媒を共に含むことを特徴とする製造方法。
(もっと読む)
射出成形機

【課題】設置スペースの増大を可及的に防止しつつも、金型交換の手間を掛けずに高品質の大型樹脂成形品を量産することのできる射出成形機を提供する。
【解決手段】射出成形機10は、固定プラテン20と、可動プラテン30と、固定プラテン20に取付けられた固定金型40と、可動プラテン30に取付けられた可動金型50と、固定金型40と可動金型50との間に形成されるキャビティ60と、キャビティ60に溶融樹脂を供給するための3個の射出ユニット70・80・90とを備えている。射出ユニット70・80・90は何れも固定プラテン20の周囲に設けられ、固定プラテン20には、射出ユニット70・80・90に対応するホットランナ110が設けられている。このホットランナ110は何れも、固定金型40に対して進退可能に構成され、かつ、射出ユニット70・80・90からの押圧力を受けてホットランナ110のランナノズル部が固定金型40のランナ側ゲート部42に当接するように構成されている。
(もっと読む)
一体弾性支持体を製造する方法と該方法によって得られる支持体
一体弾性支持体、たとえば椅子の座部、背もたれ、ひじ掛け、自転車サドル、乗物のシート、その他を製造する方法であって、
a)所定の形状と構造とを有する殻(2)を製造し、
b)少なくとも一つの内部キャビティ(6)を有し、該キャビティを開放状態から閉鎖状態まで動かすことができる金型(5)を用意し、
c)少なくとも一つの発泡性樹脂と前記殻(2)とを前記金型(5)の内部キャビティ(6)に導入し、
d)前記樹脂を発泡させて充填材層(3)を生成させて、該充填材層(3)が殻(2)と接合して単一のアセンブリ(7)となるようにし、
e)該アセンブリ(7)を金型(5)から取り出す、
各ステップから成る方法。
さらに詳しく言うと、前記殻(2)は、周囲へり(9)を有する本体(8)を製造する第一のステップa1)と、前記周囲へり(9)に隣接するシール要素(10)を製造する第二のステップa2)とによって製造され、前記周囲へり(9)の近傍において、前記殻(2)と前記内部キャビティ(6)との間の空隙が実質的にふさがれ、発泡性樹脂が発泡したときのバリの形成が防がれる。
(もっと読む)
1 - 4 / 4
[ Back to top ]