
Fターム[4F206AM12]の内容
プラスチック等の射出成形 (77,100) | 成形装置、成形操作のその他の特徴 (2,679) | 成形装置、部材の洗浄、清掃手段の特徴 (89) | 機械的手段によるもの(←研磨材) (12)
Fターム[4F206AM12]に分類される特許
1 - 12 / 12
樹脂封止装置
【課題】簡単な構成で安価な小型の樹脂封止装置を提供する。
【解決手段】上金型21と、中間金型22と、前記上金型21とで前記中間金型22を挟持する下金型23とを備え、前記上金型21と前記中間金型22とで基板を挟持するとともに、前記中間金型22の貫通孔内に配置された電子部品を樹脂材料で樹脂封止する樹脂封止装置であり、前記下金型23を、前記上金型21に対向する成形位置と、側方に位置する非成形位置とに移送する移送手段と、前記中間金型22を保持したままの状態で上下動できるとともに、前記中間金型22を所定の高さ位置で保持できる中間金型保持手段40と、前記下金型23単体で樹脂供給位置に移送できるとともに、前記中間金型22を載置したままの状態で前記下金型23を基板供給位置に移送できる制御手段54と、を備えた構成とする。
(もっと読む)
射出成形機及び射出成形機における加熱シリンダの清掃方法

【課題】射出成形機の稼動に伴い加熱シリンダ内に付着する汚れを容易に除去できるようにする。
【解決手段】加熱シリンダ10の先端に装着した射出ノズル11から型閉された金型のキャビティに溶融樹脂を射出する射出成形機1において、筒状の加熱シリンダ10と、加熱シリンダ10内に設けられたスクリュー12と、スクリュー12を回転自在に支持する支持部材13と、支持部材13に支持されたスクリュー12を溶融樹脂の計量工程のときに回転させる回転駆動手段と、計量工程を終えた後に射出工程として、射出ノズル11からキャビティに溶融樹脂を射出するためにスクリュー12を前進させる進退駆動手段とを備え、スクリュー12の代わりに外周にワイヤーブラシ21の装着された清掃棒20を取り付け、計量工程、射出工程のときの動作によりワイヤーブラシ21を回転して加熱シリンダ10内を清掃することができる。
(もっと読む)
半導体のモールド加工方法および半導体モールド装置
【課題】半導体モールド加工手段において、多種の装置・機器・機構を付設することによる部品数増加により生じてくるコスト高の解決と、金型清掃の際の塵埃飛散による設備装置設置場所の制約を解決する点にある。
【解決手段】収容ラックから基板を取り出す工程、基板を金型に搬送する工程、金型に樹脂タブレットを搬送する工程、基板をゲートブレークユニットに搬送する工程、ゲートのブレークが終えた基板を収納ラックに収納させる工程、の各工程を順次行わせて、基板にモールド加工を施す半導体のモールド加工方法において、前記各工程をそれぞれ行わすツールのワーク動作を、金型装置と対面位置に配設せる一台の六軸多関節ロボットの作動アームの先端部に、前記各種のツールの中の工程に対応するツールを、作動アームの作動により順次交換・装着し、六軸多関節ロボットの作動アームの作動により動作させて、ツールに工程に応じたワーク動作を行わせる。
(もっと読む)
樹脂搬送機構を備えた樹脂封止装置、および、当該樹脂封止装置における樹脂の搬送方法
【課題】樹脂搬送機構の搬送能力の向上を図り、全体としてサイクルタイムに優れた樹脂封止装置を提供する。
【解決手段】金型106に対して樹脂タブレット180を搬送するローダ130を備えた樹脂封止装置100であって、樹脂タブレット180を収容可能且つローダ130に着脱・交換可能とされた複数の樹脂ホルダ170を備え、ローダ130が、該ローダ130に装着された樹脂ホルダ170を介して収容されている樹脂タブレット180を搬送可能とされ、更に、ローダ130が樹脂タブレット180を金型106へと搬送するサイクル毎に、空き樹脂ホルダと収容済み樹脂ホルダとを着脱・交換する。
(もっと読む)
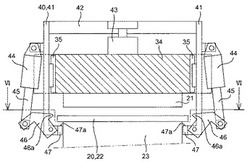
樹脂封止装置及び方法
【課題】金型の表面に対して直交する方向に移動するプランジャプレートを備えた構成であっても適切に清掃可能とする。
【解決手段】第1金型1と第2金型2によって形成されるキャビティ内に、ポット部29で溶融させた樹脂を充填することにより基板81を樹脂封止成形する。ポット部29は、キャビティに所定間隔で位置する凹部からなり、凹部の底面は移動可能なプランジャプレート30の一部で構成する。プランジャプレート30を移動させる駆動手段と、駆動手段を駆動制御し、プランジャプレート30を、ポット部29に樹脂を供給する待機位置、ポット部29内の樹脂をキャビティ内に充填する充填位置、及び、ポット部29から突出する清掃位置に移動させる駆動制御手段80と、清掃位置に移動させたプランジャプレート30の両側に位置し、付着した不要物を除去する、少なくとも一対のブラシ38、39を備えた清掃手段3とを備える。
(もっと読む)
フィルタ手段を含むスクリュプリプラ射出装置
【課題】
フィルタ面積が大きくかつ溶融樹脂の洩れが発生しないフィルタ手段を着脱可能にかつコンパクトに備えたスクリュプリプラ射出装置が望まれる。
【解決手段】
可塑化ユニット、射出ユニット、及びそれらの装置を連通する連通孔を有する連通部材を備えるスクリュプリプラ射出装置は、その可塑化ユニットの可塑化シリンダの出口側に、可塑化された溶融樹脂から異物を除去するフィルタ手段を含む。そのフィルタ手段は、その可塑化シリンダの出口側に向かって着脱自在に装着されるプラグ部分と底付き筒部分を一体に含み、その底付き筒部分の可塑化シリンダ側の端部に円柱状の凹空所を有するとともにその凹空所の壁面にその連通部材の連通孔に連通する複数個の溝を有する。また、そのフィルタ手段は、その凹空所の溝に筒状のフィルタを着脱自在に密着させる。しかして、溶融樹脂は、その可塑化シリンダからそのフィルタを通過してその射出ユニットに送られる。
(もっと読む)
ノズルの付着物除去装置
【課題】ノズルを摩耗させることなく、該ノズルの付着物を確実に除去することが可能な付着物除去装置を提供する。
【解決手段】ノズル20の先端54側をブラシ24a、24bで狭持した状態で、前記ノズル20の先端54側における一面側の付着物84をブラシ24aの回転作用下にノズル20から除去し、他面側の付着物84をブラシ24bの回転作用下に前記ノズル20から除去する。また、ノズル20の基端側をクランプ手段71のクランプ部材70a、70bにより狭持した状態で、該クランプ部材70a、70bの矢印Z1方向への移動作用下に前記基端側の付着物84を前記ノズル20から除去する。
(もっと読む)
可動エアベントおよびそれを備えたモールド成形装置、並びに電子部品の製造方法
【課題】モールド成形装置の型に設けられたキャビティからガスを円滑に排出でき、したがって樹脂成形体中の気泡や表面段差の発生を解消できるものを提供すること。
【解決手段】型30に貫設され、キャビティ30と型30の外部とを連通させる細長いエアベント孔38,48と、エアベント孔に摺動可能に挿入されるエアベントピン37,47とを備える。エアベント孔38,48の内周面とエアベントピン37,47の外周面との間に、キャビティ33からのガスを通す隙間が存在する。樹脂硬化完了後に、エアベント孔38,48に対してエアベントピン37,47を摺動させるエアベントピン摺動部39,49を備える。
(もっと読む)
プランジャ式射出装置
【課題】単純な構造でプランジャ軸部に装着でき、摺動を邪魔せずに漏出樹脂の掻き落しを行うことができる樹脂の掻き落し部材を備えたプランジャ式射出装置を提供する。
【解決手段】プリプラ式射出装置の射出シリンダの後部に形成した樹脂の抜き穴内に、プランジャ軸部に付着した漏出樹脂の掻き落し部材を射出シリンダに取付けて設ける。その掻き落し部材を、突合端にプランジャ軸部の円周面と同一曲面の半円形の凹所を形成した一対の半割体により構成する。その凹所をプランジャ軸部に接離自在に当接して半割体をプランジャ軸部の両側に対設する。その一対の半割体によりプランジャ軸部が挿通位置する掻き落し穴を形成する。
(もっと読む)
成形機用の洗浄剤樹脂組成物
【課題】 熱硬化性樹脂用の成形機用の洗浄剤として好適な洗浄剤樹脂組成物の提供。
【解決手段】
(A)非晶性樹脂100質量部に対して、(B)モース硬度が3〜8の無機充填材を20〜200質量部、必要に応じて(C)界面活性剤を1〜10質量部含有し、比重が1.15〜2.5である成形機用の洗浄剤樹脂組成物。
(もっと読む)
射出成形設備で使用するための清掃装置及び射出成形設備
【課題】 動作中に射出成形設備の閉鎖ニードルを綺麗に保つことができるように射出成形設備内に清掃装置を配備する。
【解決手段】 射出成形設備(1)は、少なくとも一つのニードル閉鎖ノズルを備えており、それを通して流動性の材料を分離可能な成形型に供給することができ、閉鎖ニードル(20)を駆動部により開いた位置と閉じた位置に移動することが可能である。各閉鎖ニードル(20)を、その外側周縁部(24)に形状が適合した少なくとも一つの清掃部品(4)に嵌め込んで、それにより閉鎖ニードル(20)の外側周縁部(24)に付着した材料を除去することができる。平坦な円板に構成された清掃部品(40)を筐体(11)内において一群の掻き落し器として統合し、二つの隣接した清掃部品(40)の間にスペーサー(14)を配置する。筐体(11)は射出成形設備(1)の上又は中に固定することが可能である。
(もっと読む)
成形方法、パージ方法及び成形機
スクリュのフライトにおける裏面に付着した樹脂を確実に取り除くことができる成形方法、パージ方法及び成形機を提供することを目的とする。成形材料を加熱シリンダ(22)内に供給し、スクリュ(24)を一方の回転方向Aに回転させ、スクリュフライト部の前面に前記成形材料の押圧力を作用させ、前記成形材料を溶融しながら前記スクリュ(24)の前方へ搬送し、前記スクリュ(24)を他方の回転方向Bに回転させ、前記スクリュフライト部の背面に前記成形材料の押圧力を作用させて前記スクリュ(24)に逆背圧をかける。  (もっと読む)
(もっと読む)
1 - 12 / 12
[ Back to top ]