
Fターム[4F206JF46]の内容
プラスチック等の射出成形 (77,100) | 成形材料の供給 (3,852) | 供給の調整 (113)
Fターム[4F206JF46]の下位に属するFターム
供給量の (65)
Fターム[4F206JF46]に分類される特許
41 - 48 / 48
樹脂成型機で樹脂材料を供給し気体を遮断する方法および装置
【課題】 従来、シリンダー本体とシャッターを形成しているピストンロッドは空圧で作動するシリンダーを構成し、作動に際し樹脂材料の微細な粉末を発生させ、時には樹脂材料を噛み込み装置が動かなくなることもあった。更に、シャッターは金属の場合が多く、摺動により発生する金属粉末が樹脂に混入し不良の原因となっていた。 加えて、遮断装置のシリンダーや遮断プレートの形状を見た場合、通過していく樹脂材料が、段差や凹凸によって滞留させられ、長時間になると炭化し悪い影響を与えていた。
【解決手段】 樹脂材料を可塑化シリンダーに送り込む手前の位置を、ある時は樹脂材料が供給出来る様にまた気体の出入りとしては開放する様に当初の自然な形状を保った状態に、他の時は樹脂材料の流れを停止する様にまた気体の出入りを遮断する様に密着させた状態にした。
(もっと読む)
射出成形システム

【課題】 2種類以上の材料を供給可能にする射出成形システムを提供することを目的とする。
【解決手段】 メイン材料とサブ材料といった2種類の材料を供給することができるペレット供給装置100,400が射出成形機に立設され、ペレット供給装置100,400は、射出成形機200へ通じる供給筒106へ連結されている。ペレット供給装置100,400には、材料供給装置300,500が接続され、材料輸送ブロア306によって、材料タンク304,504から材料がペレット供給装置へ供給される。
(もっと読む)
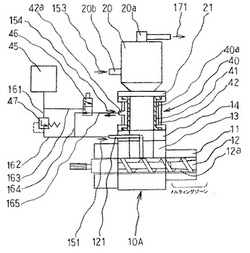
熱可塑性樹脂の射出成形に用いる二酸化炭素注入装置
【技術課題】 キャビティ内に樹脂を充填した後に、二酸化炭素を樹脂のスキン層と金型キャビティの間に注入し転写性を向上させる射出成形方法では、溶融樹脂が金型キャビティ内に充填されると直ぐスキン層が形成され固化状態が進むため、二酸化炭素を瞬時に、そして均一の圧力で注入する必要があるが、従来の二酸化炭素注入装置では、それら両方を満たすものが無かった。
【解決手段】希望する圧力よりも高い圧力の高圧ガス回路6a、及び希望する圧力の定常圧ガス回路13aとの2回路を備え、第1段階として高圧力の二酸化炭素を注入し希望する圧力に到達した瞬時に第2段階として希望する圧力に切り替えることにより、樹脂のスキン層と金型キャビティ11間に二酸化炭素を瞬時に、そして均一の圧力で注入する。この結果、転写性と光沢性に優れた成形品を短い成形サイクルで得ることができる。
(もっと読む)
射出装置
【課題】安定した成形を行うことができるようにする。
【解決手段】射出枠と、ステータと、ロータと、ロータの径方向内方において軸方向に進退させられる回転摺動部材とを有する。射出枠とロータとの間に第1の潤滑剤収容室が形成され、ロータと回転摺動部材との間に、第1の潤滑剤収容室と連通させて第2の潤滑剤収容室が形成され、第1の潤滑剤収容室から第2の潤滑剤収容室に潤滑剤が供給される。射出枠とロータとの間に第1の潤滑剤収容室が形成され、ロータと回転摺動部材との間に、第1の潤滑剤収容室と連通させて第2の潤滑剤収容室が形成され、第1の潤滑剤収容室から第2の潤滑剤収容室に潤滑剤が供給される。射出部材を円滑に前進させることができ、射出を良好に行うことができる。
(もっと読む)
導電性樹脂成形体
【課題】少量の導電性物質を熱可塑性樹脂に添加することによって導電性を向上させることができる導電性樹脂成形体を提供すること。
【解決手段】導電性物質を含む熱可塑性樹脂を射出成形機で可塑化するとともに、高圧ガス供給部から不活性ガスを前記熱可塑性樹脂が可塑化されている部分に供給し、前記可塑化部の中で溶融した前記熱可塑性樹脂と前記不活性ガスが混練され、前記熱可塑性樹脂と前記不活性ガスの混合体を射出することにより得られた、前記導電性物質が連結して導電ネットワークを形成して導電性樹脂成形体を構成する。ここで、導電性物質は、カーボンナノチューブである。
(もっと読む)
ポリアミド複合材料の射出成形方法
【課題】 あらかじめ押出機を用いて溶融混練する工程を経ることなく、強度や弾性率などの機械的特性に優れ、さらに靱性、耐久性、耐摩擦摩耗性、低吸水性にも優れた、膨潤性層状珪酸塩の珪酸塩層が分子レベルで分散されてなるポリアミド樹脂組成物からなる成形品を低コストで提供する。
【解決手段】 ポリアミド樹脂に膨潤性層状珪酸塩の珪酸塩層が分子レベルで分散されてなるポリアミド樹脂組成物(A)のペレット95〜50質量部と、ポリアミド樹脂(B)のペレット5〜50質量部との混合物からなるポリアミド複合材料(C)を射出成形する方法において、ポリアミド複合材料(C)を構成するポリアミド樹脂(B)のペレットがポリアミド樹脂組成物(A)のペレットに対して、体積比が0.2〜0.9の範囲内にあることを特徴とするポリアミド複合材料の射出成形方法。
(もっと読む)
バルブゲートアセンブリ
モールド内への溶融材料の流れを調整するためのバルブゲートアセンブリ。該バルブゲートアセンブリは全閉位置と全開位置との間で移動することができる可動バルブを含む。該バルブゲートアセンブリは更に、バルブと協働して該バルブを前記全閉位置と前記全開位置との間で無制限に位置決めするアクチュエーティングシステムを含む。 (もっと読む)
液体を圧力下の溶融物質内に導入する方法及び装置
【課題】
【解決手段】液体を圧力下の溶融物質内に導入する方法及び装置1が記載されている。かかる方法及びかかる装置1は、少なくとも1つの導体4を備えるケーブル要素にて被覆層5、6、7を形成するのに特に適しているが、これにのみ限定されるものではなく、上記層5、6、7は、絶縁性液体を内蔵する連続相を形成する押出し成形した熱可塑性ポリマーを備え、また、例えば、送電及び(又は)分電用の電気ケーブル3を製造するときに使用可能である。該方法は、液体を溶融物質の圧力よりも高い所定の圧力にするステップと、液体を複数の貯蔵タンク12内に供給するステップと、複数の貯蔵タンク12とそれぞれ流体的に連通した複数の射出装置13により上述した所定の圧力に等しい射出圧力にて液体を溶融物質内に射出するステップとを備えている。望ましくは、このことは、溶融物質内での液体の可能な限り均一な分散を保証しつつ、技術的に簡単な要領にて且つ低コストにて実質的に連続的な液体の吐出を実現することを可能にする。  (もっと読む)
(もっと読む)
41 - 48 / 48
[ Back to top ]