
Fターム[4F206JF47]の内容
プラスチック等の射出成形 (77,100) | 成形材料の供給 (3,852) | 供給の調整 (113) | 供給量の (65)
Fターム[4F206JF47]の下位に属するFターム
計量 (18)
Fターム[4F206JF47]に分類される特許
41 - 47 / 47
型内塗装成形方法
【課題】 製品設計を行う上での自由度の低下を招くことなく、塗膜の形成時における光輝体の配向を整えて製品の意匠性を高めることが可能な型内塗装成形方法を提供する。
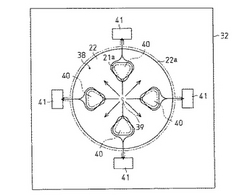
【解決手段】 型内塗装成形方法は、固定金型32と第1移動金型とを用いて開口部を有する基材を成形する工程と、固定金型32と第2移動金型とを用いて基材22の表面と第2移動金型との間に塗膜形成用キャビティ38を形成し、これに光輝体を含有する塗料を充填して基材22の表面に塗膜を形成する工程とを備えている。固定金型32には余剰塗料収容部41が設けられ、第2移動金型には塗料注入口39及び凸部40が設けられ、塗料注入口39と余剰塗料収容部41とは互いに凸部40を挟む対向位置にそれぞれ配設されている。そして、塗膜形成用キャビティ38に過剰量の塗料を注入することによって余剰となった塗料を余剰塗料収容部41内に収容した後、塗料を硬化させる。
(もっと読む)
インモールドコーティング装置を利用するための既存の成形システムの改良方法
コーティングによりコーティングされた少なくとも1つの表面を有する物品を製造するための型を設計し、製造するための方法。この方法は、物品の設計を評価し、型で起こりそうなフロー特性、コーティング組成物の最適なフロー、およびコーティング組成物インジェクターの最適な配置を決定することを含む。型は評価に基づいて設計され、製造される。  (もっと読む)
(もっと読む)
飢餓的成形装置および飢餓的成形方法

【課題】 可塑化部10の可塑化シリンダー101内において飢餓的成形を確実に行わせることを可能とする。
【解決手段】 可塑化部10の可塑化シリンダー101内に対して適宜のガス抜き空隙を形成するように流動性熱可塑性の固形原料を定量フィーダ機構20により定量で供給しつつ、その可塑化部10の可塑化シリンダー101内のガス抜き空隙を機外から容易に監視するカメラ監視手段206を設けることによって、可塑化部10の可塑化シリンダー101内におけるフィードゾーンFAにガス抜き空隙を容易に視認可能とし、飢餓的成形の工程を良好に維持するように構成したもの。
(もっと読む)
オンラインブレンド射出成形機のフィーダおよび可塑化装置制御方法
【課題】 機械振動があってもフィーダからの樹脂材料供給量を安定させ、高精度の樹脂材料の供給が可能とするとともに、スクリュ回転数或いはフィーダの供給量を容易に変化させることが可能なオンラインブレンド射出成形機のフィーダおよび可塑化装置制御方法を提供すること。
【解決手段】 オンラインブレンド射出成形機のフィーダ制御方法において、フィーダをモータ回転数一定の定流量方式および樹脂材料の重量を測定しながら供給するロスインウェイト方式の2方式を備えるとともに、選択的にこの2方式の樹脂材料供給を行うことを特徴とするオンラインブレンド射出成形機のフィーダ制御方法。
(もっと読む)
射出成形機用シャットオフバルブ
【課題】 射出成形機の材料流路の形状による流動抵抗を小さく抑え、更に、溶融材料の余計な所への漏出を好適に抑止する。
【解決手段】 射出成形機10用のシャットオフバルブであって、ボデー11の中心軸に沿って材料流路12を形成し、その先端にノズル穴22を有し、ボデー11の中心軸に対し所定の角度を成す斜め後方の直線上に、エアシリンダ41と、このエアシリンダ41に接続されエアシリンダ41の作動軸からボデー11の中心軸に向かって湾曲しエアシリンダ41の前進限でノズル穴22を閉じ後退限でノズル穴22を開いて材料流路12と連通させるように装着された可撓性のバルブピン35と、エアシリンダ41とボデー11との間でバルブピン35の作動を案内しつつヒダ形状による表面積効果で放熱効果を高めるように形成されたガイドスリーブ31と、を有する。
(もっと読む)
合成樹脂成形機用樹脂原料の供給装置
【課題】加熱シリンダのケーシング内で発生するガスを吸引排気するに際し、樹脂原料の供給によって発生する塵埃の影響をなくし、フィルターの目詰まりやレベルセンサーの検知精度の低下を解消する。
【解決手段】ダンパー装置を有する原料貯留手段300と、原料貯留手段300からの原料を受けて原料投入口70に供給する原料投入用筒部を有する自動供給装置4と、原料投入用筒部内を吸引減圧する空気吸引源8と、自動供給装置4の作動を制御するとともに、空気吸引源8の作動を制御する制御手段を備えたものにおいて、自動供給装置4は制御手段により、合成樹脂成形機の射出工程終了後、計量工程開始に連動して作動開始し、計量工程終了に連動して作動停止するように制御され、空気吸引源8は計量工程終了に連動して作動開始し、次の樹脂原料の供給が開始される前に作動停止するようにしたものである。
(もっと読む)
オンライブレンド式成形システムの運転状態監視方法および装置
【課題】機械操作時に、オペレータがアキュームレータ装置の樹脂貯蔵具合を容易に把握できるようこと。
【解決手段】押出機の単位時間あたりの樹脂供給量と射出成形機の単位時間あたりの樹脂消費量との差分と、射出成形機のサイクルタイムに基づいて射出成形機の1サイクルタイム毎に生じる余剰樹脂容積を算出し、当該1サイクルタイム毎の余剰樹脂容積とアキュームレータ装置の許容容量よりアキュームレータ装置が容量オーバを起こさない範囲内で射出成形可能な最大ショット数を算出し、算出した最大ショット数の表示と、最大ショット数を1ショット毎にダウンカウントして得られる射出成形可能な残りショット数の表示を行う。
(もっと読む)
41 - 47 / 47
[ Back to top ]