
Fターム[4F207AA36]の内容
プラスチック等の押出成形 (29,461) | 樹脂材料等(主成形材料) (3,299) | 硬化性樹脂 (56)
Fターム[4F207AA36]の下位に属するFターム
フェノール樹脂系 (2)
アミノ樹脂系(←ユリア、メラミン樹脂) (1)
エポキシ樹脂 (8)
ポリイミド(←ポリアミドイミド) (34)
不飽和ポリエステル、アルキド樹脂
硬化性ポリウレタン(←通常) (6)
硬化性アクリル樹脂
エネルギー線硬化性樹脂(光、紫外線、電子線硬化) (2)
Fターム[4F207AA36]に分類される特許
1 - 3 / 3
複合構造用接着剤の押出し成形
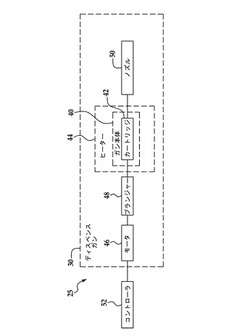
【課題】労働コスト、プロセス時間を削減し、充填材を取り付ける前に予め製造する必要をなくすことが可能な接着充填材を成形する方法が必要である。
【解決手段】充填材を押し出すことによってプロセス時間と労働コストを削減する、充填材を製造する方法及び装置が提供されている。構造充填材は、流動性の充填材の材料を押出し、押出された充填材を複合構造部材の一つの上にセットし、複合部材を作製することによって、少なくとも第1及び第2複合部材の間の隙間に取り付けられる。
(もっと読む)
炭素短繊維集合体、熱伝導性成形体及びその製造方法
【課題】成形体にした際に、熱伝導率と添加濃度との関係において閾値を持つような炭素短繊維を提供する。
【解決手段】適切な長さの炭素短繊維を適切な濃度で用いると、熱伝導率の閾値が、ハンドリングのしやすい範囲で発現する。このような炭素短繊維をシリコーン樹脂と成形体にし、柔軟性と熱伝導性を兼ね備える熱伝導性成形体を提供する。
(もっと読む)
押出発泡成形体及びその製造方法
【課題】 熱膨張性マイクロカプセルが混練工程で破壊されることがなく、発泡倍率にバラツキを生じない押出発泡成形体を製造できる押出発泡成形体の製造方法を提供する。
【解決手段】 この発明の製造方法は、混練温度では軟化又は破壊されることがなく、前記混練温度よりも高い押出温度において軟化又は破壊される性質を備えた保護皮膜層で表面をコーティングされた熱膨張性マイクロカプセルと、熱可塑性樹脂とを含有してなる組成物を所定の混練温度で加熱混練する工程と、前記熱膨張性マイクロカプセルの膨張温度と同等の押出温度又は該膨張温度よりも高い押出温度に設定された押出ダイより前記混練組成物を押出して押出発泡成形する工程とを包含することを特徴とする。
(もっと読む)
1 - 3 / 3
[ Back to top ]