
Fターム[4F207AF03]の内容
プラスチック等の押出成形 (29,461) | 表面の性状、外観に特徴ある成形品 (238) | 浮出模様 (6)
Fターム[4F207AF03]に分類される特許
1 - 6 / 6
押出成形品、雨樋、押出成形品の製造方法、及び成形金型

【課題】樹脂からなる押出成形品であって、表面に凹凸があるように見えることにより押出成形品の外観を向上させ、容易に製造することができ、寸法精度よく製造することができる押出成形品、押出成形品の製造方法、及び成形金型を提供する。
【解決手段】押出成形品1は、断面形状に折曲部又は湾曲部を有する押出成形品1であって、少なくとも一方の面に、凹条12及び凸条13が交互に連続して配された樹脂からなる基材11と、該基材11の前記凹条12及び凸条13が成形された面を、少なくとも凹条12を充填するように被覆するとともに、表面が基材11より平滑であり、透明な樹脂からなる被覆層21とを備える。
(もっと読む)
複合樹脂パネル及びその製造方法

【課題】十分な遮光機能又は視界制御機能を発揮させ得るとともに表面模様の意匠性を高めることができる生産性に優れた複合樹脂パネルを提供する。
【解決手段】本複合樹脂パネル10は、着色透明又は無色透明の第1樹脂からなる基板11と、前記基板に設けられ、不透明又は着色透明の第2樹脂からなる帯板12と、を備え、前記帯板の端縁は前記基板の表面に露出している。前記基板には、該基板の平面に傾斜して互いに平行に複数の前記帯板が設けられていることが好ましい。
(もっと読む)
装飾シートおよびその製造方法
【課題】本発明は、表面平滑性に優れ、生産効率が高く安価な、長期間使用しても外観品質が低下しない、多様な光沢感を呈する光輝性を有し、視覚的美観を呈する人目を引く加飾効果の高い装飾シートおよびその製造方法を提供することを目的とする。
【解決手段】略黒色に着色された着色層を含む少なくとも1層以上の基材上に、押し出しラミネート透明樹脂を積層してグリッターを埋設してなり、前記着色層を介して前記グリッターが観察側から視認可能な光輝性を有することを特徴とする。
(もっと読む)
ホログラムシートの製造方法およびホログラムシート
【課題】本発明は、光反射層を必要とせず、製造効率が格段に優れ、安価で、経済的であるだけでなく、任意の干渉色を発現できる極めてホログラムの装飾効果が高い、ホログラムシートの製造方法およびホログラムシートを提供する。
【解決手段】基材シート上に、押出成形機から押し出された溶融状態の樹脂層を押出コーティングするとともに、エンボスホログラム形成用スタンパを装着したロールにて、前記溶融状態の押出コーティング樹脂層を押圧して、表面にホログラムを形成するホログラムシートの製造方法であって、前記溶融状態の押出コーティング樹脂層として、少なくともホログラムシートの表面層となる透明樹脂層とホログラム下地層となる反射光を伴う高光沢性の顔料が添加されている樹脂層との2層を押出コーティングし、前記透明樹脂層にエンボスホログラムを形成することを特徴とする。
(もっと読む)
配向フィルムからなる交差積層材、それの製造方法及びこの方法に適した共押出ダイ
複数のフィルムから新規の交差積層材が形成され、この際、これらのフィルムのうちの少なくとも二つは単軸配向もしくはアンバランスド二軸配向されており、ここで、これらのフィルムのうちの一つにおける主配向方向は、他のフィルムにおける主配向方向と交差しているものであり、但し、積層材の内部にありかつ互いに接合されている表面上でのこれらの二つのフィルムの表面特性が適当なパターンで改良されている。これらのフィルムの内部に配置されたフィルム表面層は、共押出しされた材料からなるストランド(101、102)の配列を含み、そしてこれらのフィルムは、それらの二つのフィルムのストランド配列が互いに交差するように配置される。上記ストランドは、各フィルム間の接着を制御するためと、繰り返し折り曲げされた際の剥離傾向を低減させるために使用することができ、これによって防水シートとして使用するのに好適な積層材が製造される。またその代わりに、これらのフィルムのうち主層が透明な少なくとも一つのものに浮出し加工を施して筋(103)を形成することと組み合わせた場合には特に、着色されたストランドは、上記フィルムの側から見た場合に、積層材が実際よりも厚く見え得る興味深い視覚効果を積層材に与える。 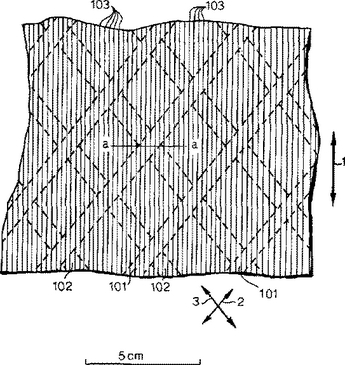 (もっと読む)
(もっと読む)
多層フィルムのエンボス処理方法
この発明は多層フィルムのエンボス処理方法に関する。エンボス処理装置を用いた多層フィルムのエンボス処理方法において、この装置は、少なくとも一つの樹脂材料を供給するための材料供給装置と、それぞれに供給された材料をフィルムとして送出するT型プレートと、T型プレートから送出されたフィルムの表面をエンボス処理するための冷却および搬送のための冷却ローラーと、T型プレートから所定の間隔をおいて位置し、冷却ローラーから搬送されるフィルムをエンボス処理するエンボス処理ローラーと、エンボス処理されたフィルムを移送する移送ローラーとを備えており、製造されるフィルムの一方の面が高度な印刷性と透明性を備えるように、冷却ローラーは滑らかな外表面を有するように形成されており、移送ローラーは冷却ローラーからフィルムを搬送し、T型プレートから所定の間隔をおいて、エンボス処理ローラーが冷却ローラーから搬送されるフィルムに当接する側とは反対に位置しており、冷却ローラーとフイルムの間には、空気または不純物の混入を阻止するためT型プレートから送出されるフィルムが冷却ローラーと接触する位置に、長尺方向に真空吸引チャンバーが形成されており、これにより原料供給装置から供給された異なる熱変形温度を有する樹脂材料はT型プレートを通過し、3層構造のフィルムとなる。この3層構造のフィルムは、冷却ローラーに接するベースフィルム層と、エンボス処理ローラーと接触することによりエンボス模様の形成されるエンボス処理フィルム層および、ベースフィルム層とエンボス処理フィルム層との間を接着するための接着フィルム層を含む。そして冷却ローラーから搬送されたフィルムに当接するエンボス処理ローラーを用いて、フイルムのエンボス処理フィルム層上にだけエンボス模様が形成される。その後フィルムは冷却ローラーにより冷却され、次いで移送ローラーを通過して冷却ローラーから分離される。 (もっと読む)
1 - 6 / 6
[ Back to top ]